HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 254
228
8 Programación: Ciclos
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
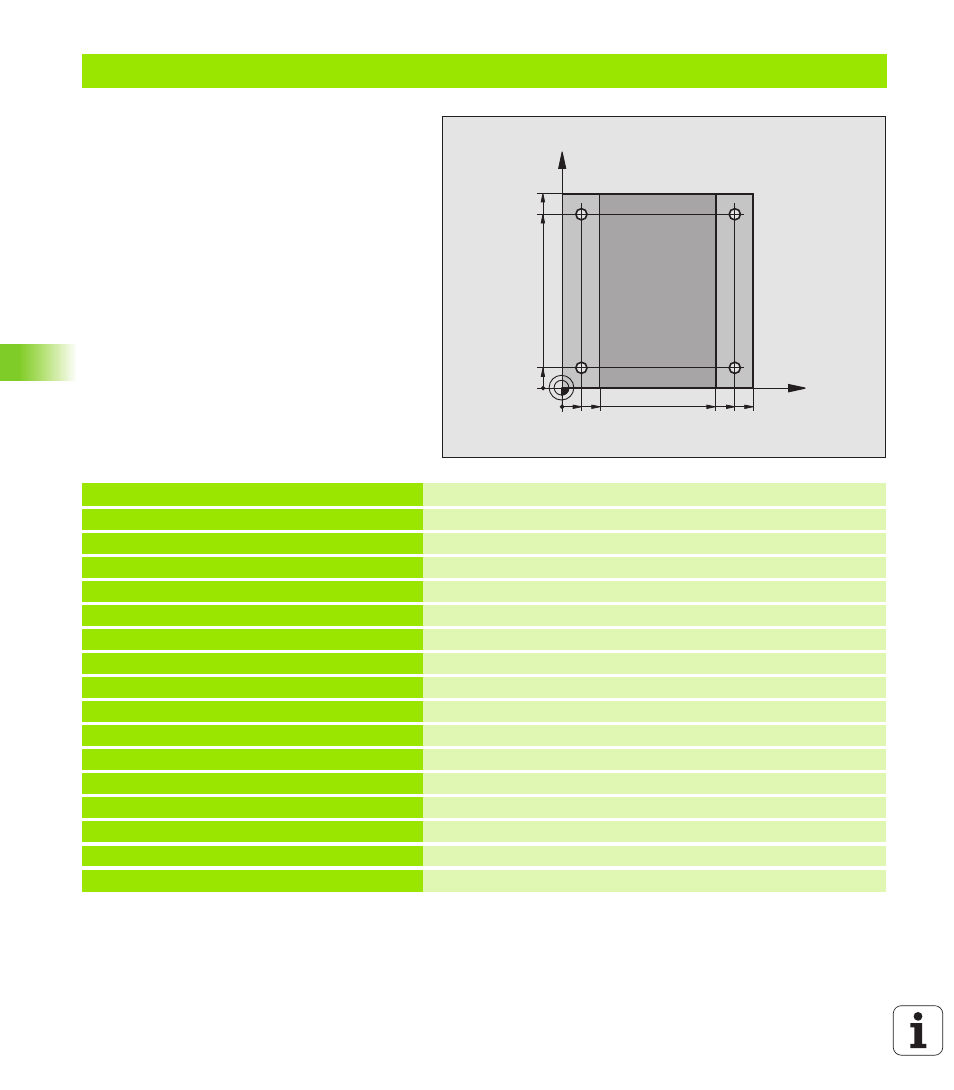
Ejemplo: Ciclos de taladrado
%C200 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definición del bloque
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Definición de la herramienta
N40 T1 G17 S4500 *
Llamada a la herramienta
N50 G00 G40 G90 Z+250 *
Retirar la herramienta
N60 G200 Q200=2 Q201=-15 Q206=250
Definición del ciclo
Q202=5 Q210=0 Q203=0 Q204=50 *
N70 X+10 Y+10 M3 *
Llegada al primer taladro, conexión del cabezal
N80 Z-8 M99 *
Posicionamiento previo en el eje de la hta., llamada al ciclo
N90 Y+90 M99 *
Llegada al 2º taladro, llamada al ciclo
N100 Z+20 *
Desplazamiento libre del eje del cabezal
N110 X+90 *
Aproximación al taladro 3
N120 Z-8 M99 *
Posicionamiento previo en el eje de la hta., llamada al ciclo
N130 Y+10 M99 *
Llegada al 4º taladro, llamada al ciclo
N140 G00 Z+250 M2 *
Retirar la herramienta, final del programa
N999999 %C200 G71 *
Llamada al ciclo
X
Y
20
10
100
100
10
90
90
80