HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 170
144
6 Programación: Programación de contornos
6.5 T
ipo
s d
e
tr
a
y
ect
o
ri
a – Co
or
d
e
nad
a
s
pola
re
s
Si son más de 16 pasadas:
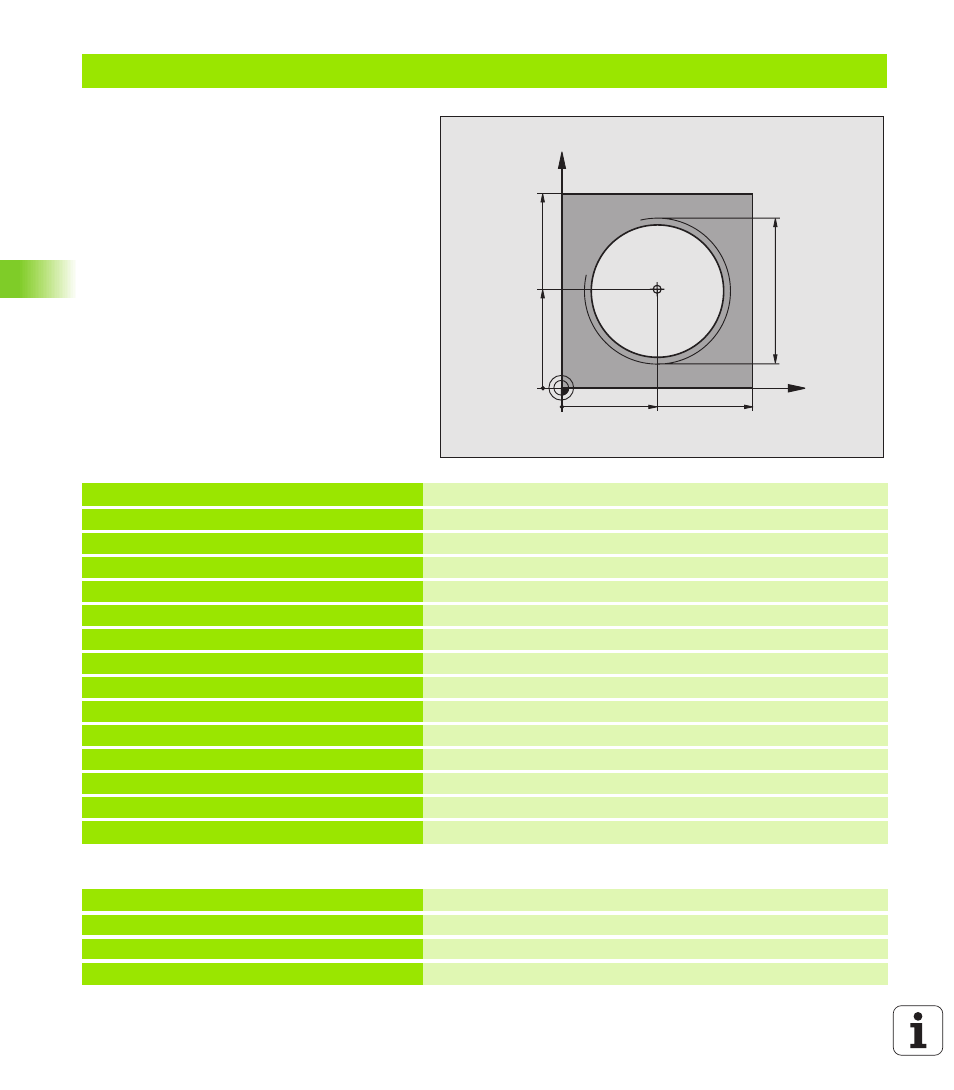
Ejemplo: Hélice
%HELICE G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definición del bloque
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Definición de la herramienta
N40 T1 G17 S1400 *
Llamada a la herramienta
N50 G00 G40 G90 Z+250 *
Retirar la herramienta
N60 X+50 Y+50 *
Posicionamiento previo de la herramienta
N70 G29 *
Aceptar la última posición programada como polo
N80 G01 Z-12,75 F1000 M3 *
Desplazamiento a la profundidad de mecanizado
N90 G11 G41 R+32 H+180 F250 *
Llegada al primer punto del contorno
N100 G26 R2 *
Tangente
N110 G13 G91 H+3240 Z+13,5 F200 *
Desplazamiento helicoidal
N120 G27 R2 F500 *
Salida tangencial
N170 G01 G40 G90 X+50 Y+50 F1000 *
Retirar la herramienta, final del programa
N180 G00 Z+250 M2 *
X
Y
50
50
I,J
100
100
M64 x 1,5
...
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
Aproximación tangencial