8 ciclos p ar a el p lanead o – HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 322
296
8 Programación: Ciclos
8.8 Ciclos p
ar
a el p
lanead
o
U
U
U
U
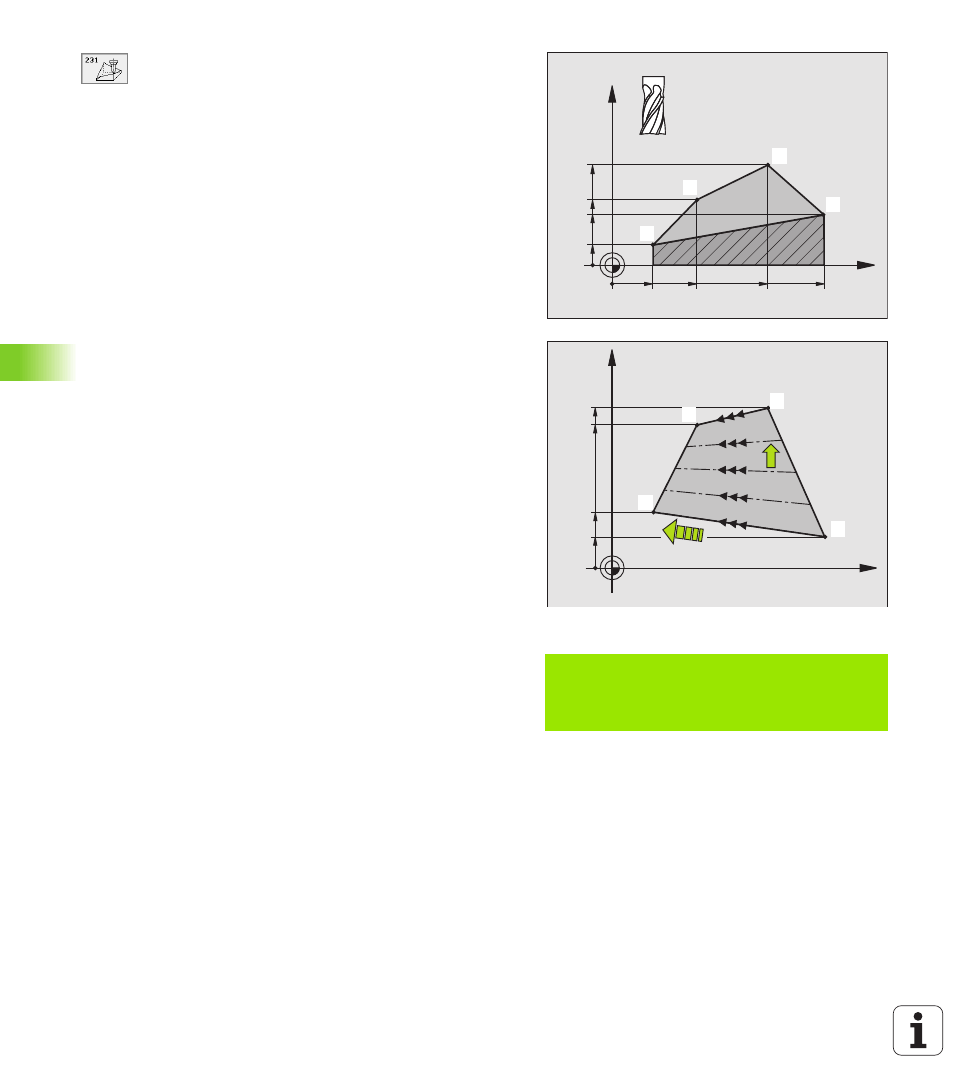
Punto inicial 1er
eje Q225 (valor absoluto):
Coordenadas del punto de partida en la superficie a
planear en el eje principal del plano de mecanizado
U
U
U
U
Punto inicial 2º
eje Q226 (valor absoluto):
Coordenadas del punto de partida de la superficie a
planear en el eje transversal del plano de mecanizado
U
U
U
U
Punto inicial 3er
eje Q227 (valor absoluto):
Coordenada del punto de partida de la superficie a
planear en el eje de la hta.
U
U
U
U
ª2ª punto 1er eje Q228 (valor absoluto): Coordenada
del punto final de la superficie a planear en el eje
principal del plano de mecanizado
U
U
U
U
ª2ª punto del 2º eje Q229 (valor absoluto):
Coordenada del punto final de la superficie a planear
en el eje transversal del plano de mecanizado
U
U
U
U
2º punto 3er eje
Q230 (valor absoluto): Coordenada
del punto final de la sueprficie a planear en el eje de
la hta.
U
U
U
U
3er punto 1er eje
Q231 (valor absoluto): Coordenada
del punto
3
en el eje principal del plano de
mecanizado
U
U
U
U
3er punto del 2º eje
Q232 (valor absoluto):
Coordenada del punto
3
en el eje transversal del plano
de mecanizado
U
U
U
U
3er punto 3er eje
Q233 (valor absoluto): Coordenada
del punto
3
en el eje de la hta.
U
U
U
U
4º punto 1er eje
Q234 (valor absoluto): Coordenada
del punto
4
en el eje principal del plano de
mecanizado
U
U
U
U
4º punto del 2º eje
Q235 (valor absoluto):
Coordenada del punto
4
en el eje transversal del plano
de mecanizado
U
U
U
U
4º punto 3er eje
Q236 (valor absoluto): Coordenada
del punto
4
en el eje de la hta.
U
U
U
U
Número de cortes
Q240: Número de líneas, por las
que se desplaza el TNC entre el punto
1
y
4
, o bien
entre el punto
2
y
3
U
U
U
U
Avance fresado
Q207: Velocidad de desplazamiento
de la herramienta durante el fresado den mm/min. El
TNC lleva a cabo el primer corte con un valor de la
mitad de lo programado
Ejemplo: Frases NC
N72 G231 Q225=+0 Q226=+5 Q227=-2
Q228=+100 Q229=+15 Q230=+5 Q231=+15
Q232=+125 Q233=+25 Q234=+15 Q235=+125
Q236=+25 Q240=40 Q207=500 *
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1.
1.
1.
2
1.
3
1.
4
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1.
1.
1.
2
1.
3
1.
4