Pretaladrado (ciclo g121), G121 pretaladrado (aplicable de forma opcional) – HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 300
274
8 Programación: Ciclos
8
.7 C
ic
los
SL
gr
up
o I
I (
e
x
c
e
pt
o
TNC
41
0
)
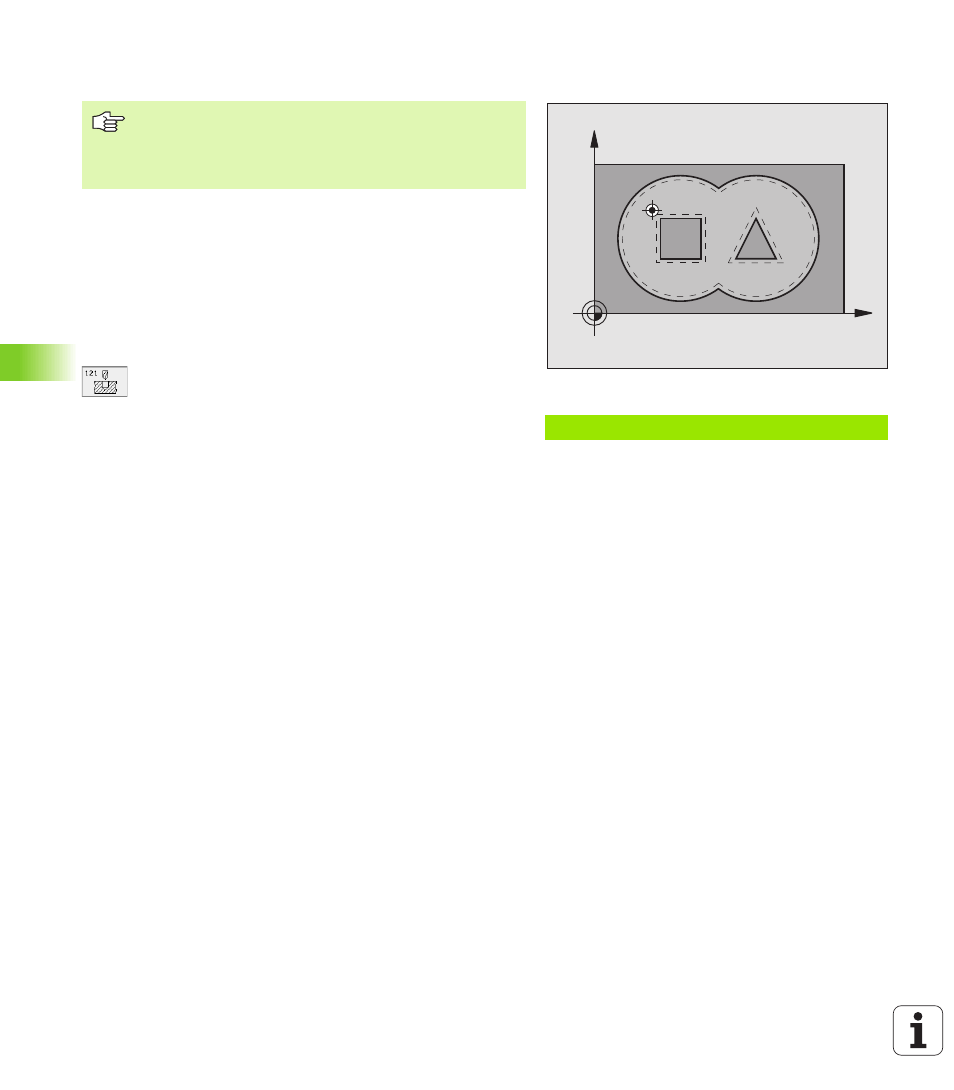
PRETALADRADO (ciclo G121)
Desarrollo del ciclo
Como el ciclo G83 Taladrado en profundidad, véase „Ciclos para
taladrado taladrado de rosca y fresado de rosca”, página 184.
Aplicación
El ciclo G121 PRETALADRADO tiene en cuenta la sobremedida de
acabado lateral y en profundidad para los puntos de profundización, así
como el radio de la hta. de desbaste. Los puntos de profundización son
además también puntos de partida para el desbaste.
U
U
U
U
Profundidad de pasada
Q10 (valor incremental):
Medida según la cual la hta. penetra cada vez en la
pieza (con dirección de mecanizado negativa
signo „–“)
U
U
U
U
Avance en profundidad
Q11: Avance de taladrado en
mm/min
U
U
U
U
Número de hta. de desbaste
Q13: Número de la
herramienta de desbaste
Ejemplo: Frases NC
N58 G121 Q10=+5 Q11=100 Q13=1 *
X
Y
En una frase T, el TNC no tiene en cuenta para calcular los
puntos de profundización el valor delta DR programado.
En los estrechamientos no pretaladrar el TNC con una
herramienta mayor a la herramienta de desbaste.