HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 330
304
8 Programación: Ciclos
8.9
Los ciclo
s
p
ar
a la tr
aslación
de coo
rden
ada
s
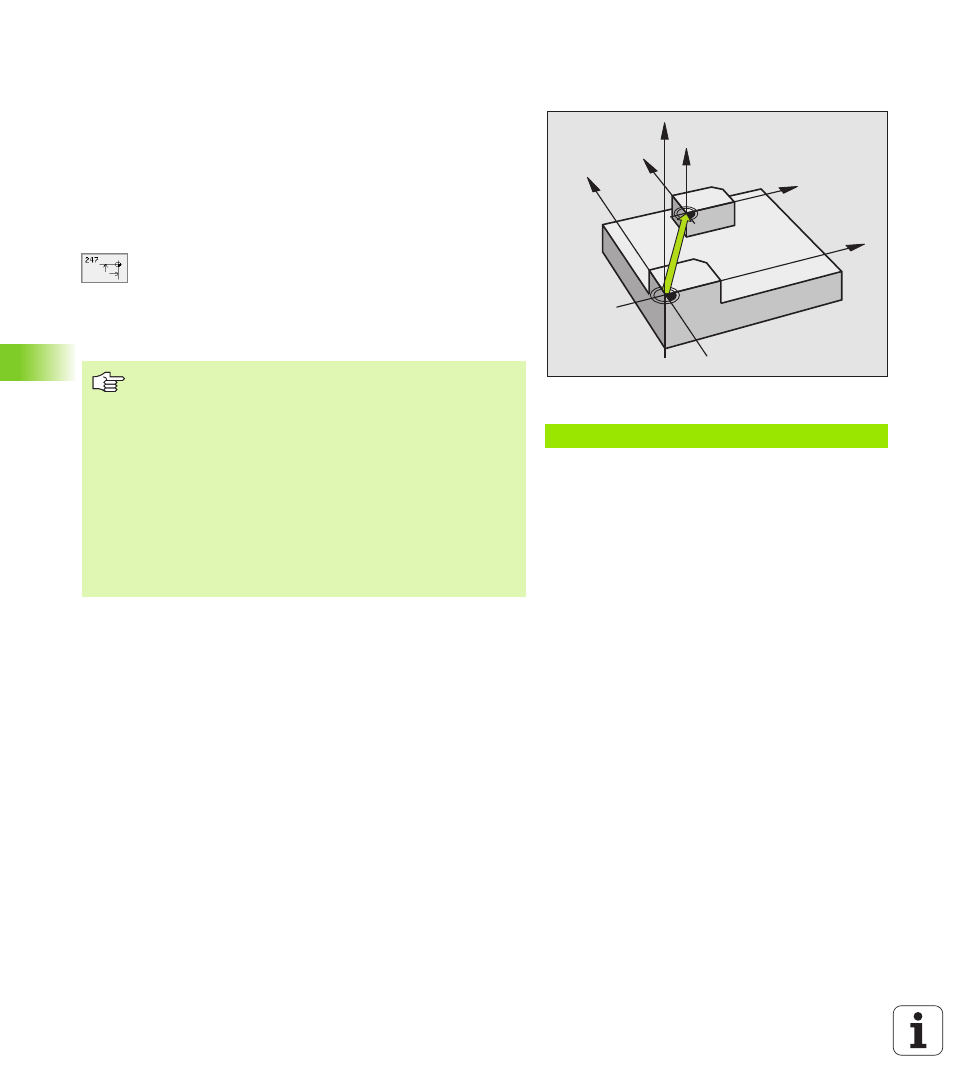
FIJAR PUNTO DE REFERENCIA (ciclo G247,
excepto TNC 410)
Con el ciclo FIJAR PUNTO REF. se puede activar un punto cero
definido en una tabla de puntos cero como nuevo punto de referencia.
Activación
Después de la definición del ciclo FIJAR PUNTO REF. todas las
coordenadas y desplazamientos del punto cero (absolutas e
incrementales) se refieren al nuevo punto de referencia fijado.
También se pueden fijar puntos de referencia en ejes giratorios.
U
U
U
U
Nº para pto. de ref.?
: Indicar el nº del punto de
referencia en la tabla de puntos cero
Anulación
Programando la función auxiliar M104 se activa de nuevo el último
punto de referencia fijado en el modo de funcionamiento manual.
Ejemplo:Frase NC
N13 G247 Q339=4 *
Z
Z
X
X
Y
Y
El TNC sólo puede fijar el punto de ref. en los ejes que
están activados en la tabla de puntos cero. Un eje
superpuesto en el TNC no existente, sino superpuesto en
la tabla de punto cero da lugar a un aviso de error.
El ciclo G247 interpreta siempre los valores memorizados
en la tabla de puntos cero como coordenadas referidas al
punto cero de la máquina. No influye en ello el parámetro
de máquina 7475.
Si se emplea el ciclo G247, no es posible entrar en un
programa con la función avance de frase.
El ciclo G247 no se encuentra activo en el modo de
funcionamiento test.