6 e jemplos d e pr ogr amació n, Ejemplo: grupo de taladros con varias herramientas – HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 357
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
331
9.6 E
jemplos d
e
pr
ogr
amació
n
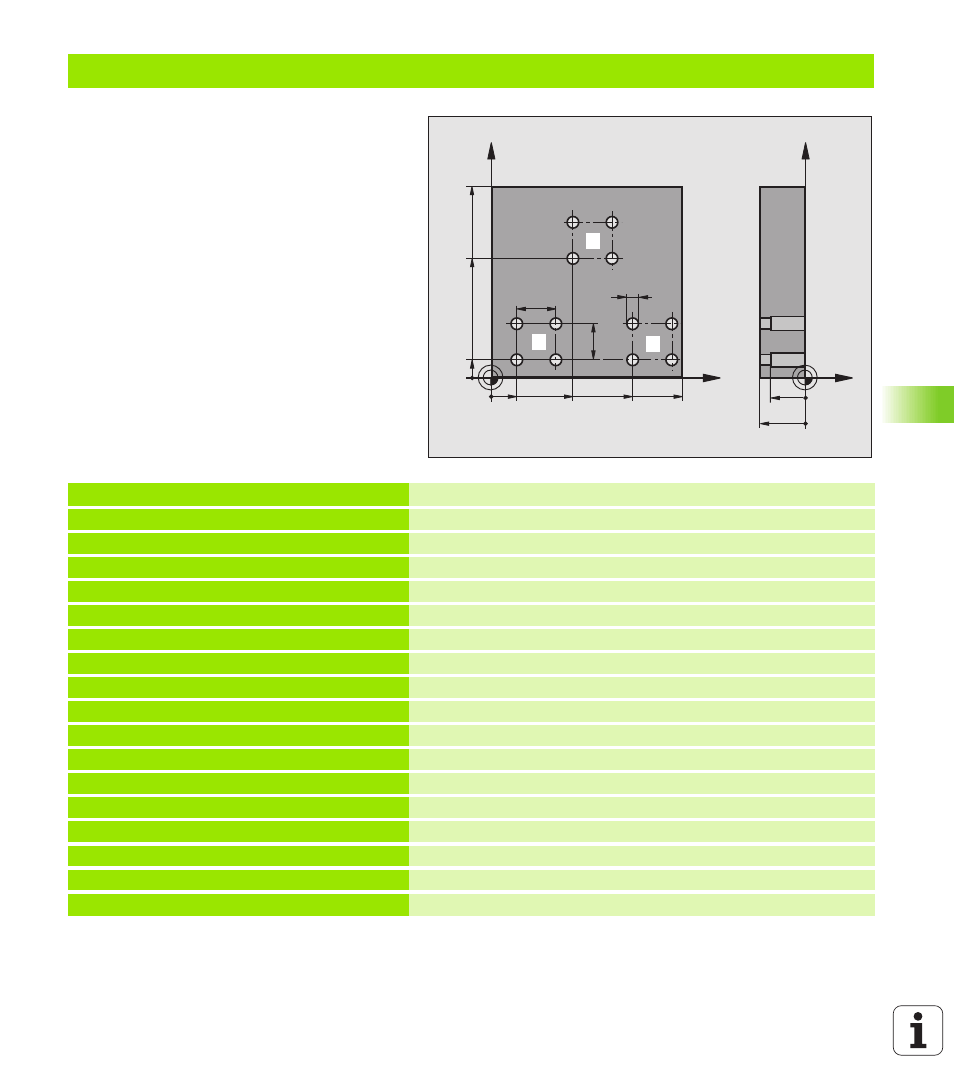
Ejemplo: Grupo de taladros con varias herramientas
Desarrollo del programa
n
Programación de los ciclos de mecanizado en el
programa principal
n
Llamada a la figura de taladros completa
(subprograma 1)
n
Aproximación al grupo de taladros en el
subprograma 1, llamada al grupo de taladros
(subprograma 2)
n
Programar sólo una vez el grupo de taladros en
el subprograma 2
%UP2 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+4 *
Definición de la hta. Broca de centraje
N40 G99 T2 L+0 R+3 *
Definición de la hta. Taladro
N50 G99 T3 L+0 R+3,5 *
Definición de la hta. Escariador
N60 T1 G17 S5000 *
Llamada a la hta. Broca de centraje
N70 G00 G40 G90 Z+250 *
Retirar la herramienta
N80 G200
Definición del ciclo Centraje
Q200=2
distancia de seguridad
Q201=-3
Profundidad
Q206=250
avance
Q202=3
Profundidad de pasada
Q210=0
Tiempo de espera arriba
Q203=+0
Coordenadas de la superficie de la pieza
Q204=10
2ª distancia de seguridad
Q211=0.25
Tiempo de espera abajo
N90 L1,0 *
Llamada al subprograma 1 para la figura completa de taladros
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
1
1
2
1
3