Desplazamiento del punto cero (ciclo g54) – HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 325
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
299
8.9
Los ciclo
s
p
ar
a la tr
aslación
de coo
rden
ada
s
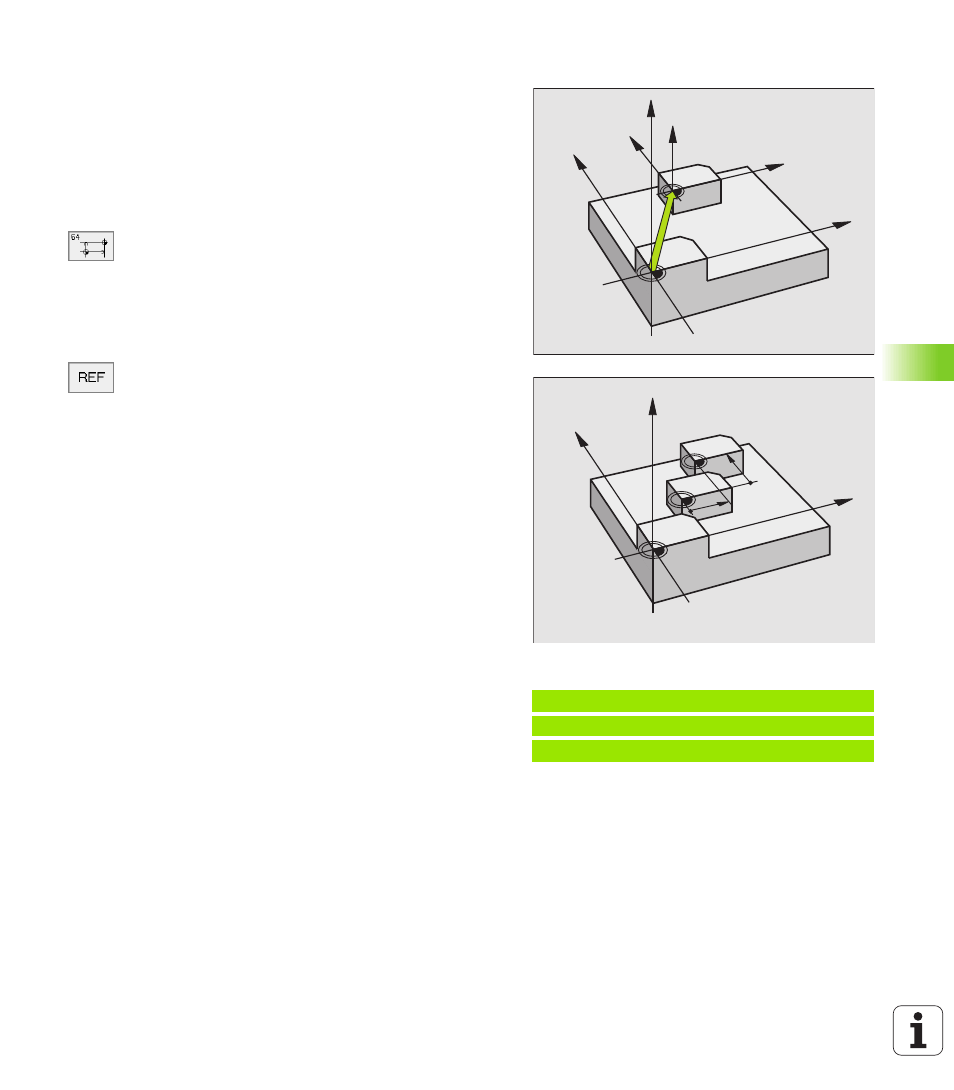
Desplazamiento del PUNTO CERO (ciclo G54)
Con el DESPLAZAMIENTO DEL PUNTO CERO se pueden repetir
mecanizados en cualquier otra posición de la pieza.
Activación
Después de la definición del ciclo DESPLAZAMIENTO DEL PUNTO
CERO, las coordenadas se refieren al nuevo punto del cero pieza. El
desplazamiento en cada eje se visualiza en la visualización de estados
adicional. También se pueden programar ejes giratorios.
U
U
U
U
Desplazamiento
: Introducir las coordenadas del nuevo
punto cero; los valores absolutos se refieren al cero
pieza, determinado mediante la fijación del punto de
referencia; los valores incrementales se refieren
siempre al último punto cero válido – este puede estar
ya desplazado
Además en el TNC 410:
U
U
U
U
REF
: pulsar softkey REF, a continuación el punto cero
programado se refiere al punto cero de la máquina. En
este caso el TNC caracteriza la primera frase del ciclo
con REF
Anulación
El desplazamiento del punto cero con las coordenadas X=0, Y=0 y Z=0
elimina el desplazamiento del punto cero anterior.
Gráfico (excepto TNC 410)
Si después de un desplazamiento del punto cero se programa un
bloque nuevo, se puede elegir a través del parámetro MP7310, si el
bloque nuevo se refiere al punto cero actual o al antiguo. De esta
forma cuando se mecanizan varias piezas se puede representar
gráficamente cada pieza de forma individual.
Visualizaciones de estados
n
La visualización de posiciones ampliada se refiere al punto cero
activado (desplazado)
n
Todas las coordenadas visualizadas en la visualización de estados
adicional (posiciones, puntos cero) se refieren al punto de referencia
fijado manualmente
Ejemplo: Frases NC
N72 G54 G90 X+25 Y-12,5 Z+100 *
...
N78 G54 G90 REF X+25 Y-12,5 Z+100 *
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY