1 1 din plus (eje y): ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manual del usuario
Página 58
58
1
.1
1
DIN PLUS (eje Y): ciclos de fr
esado
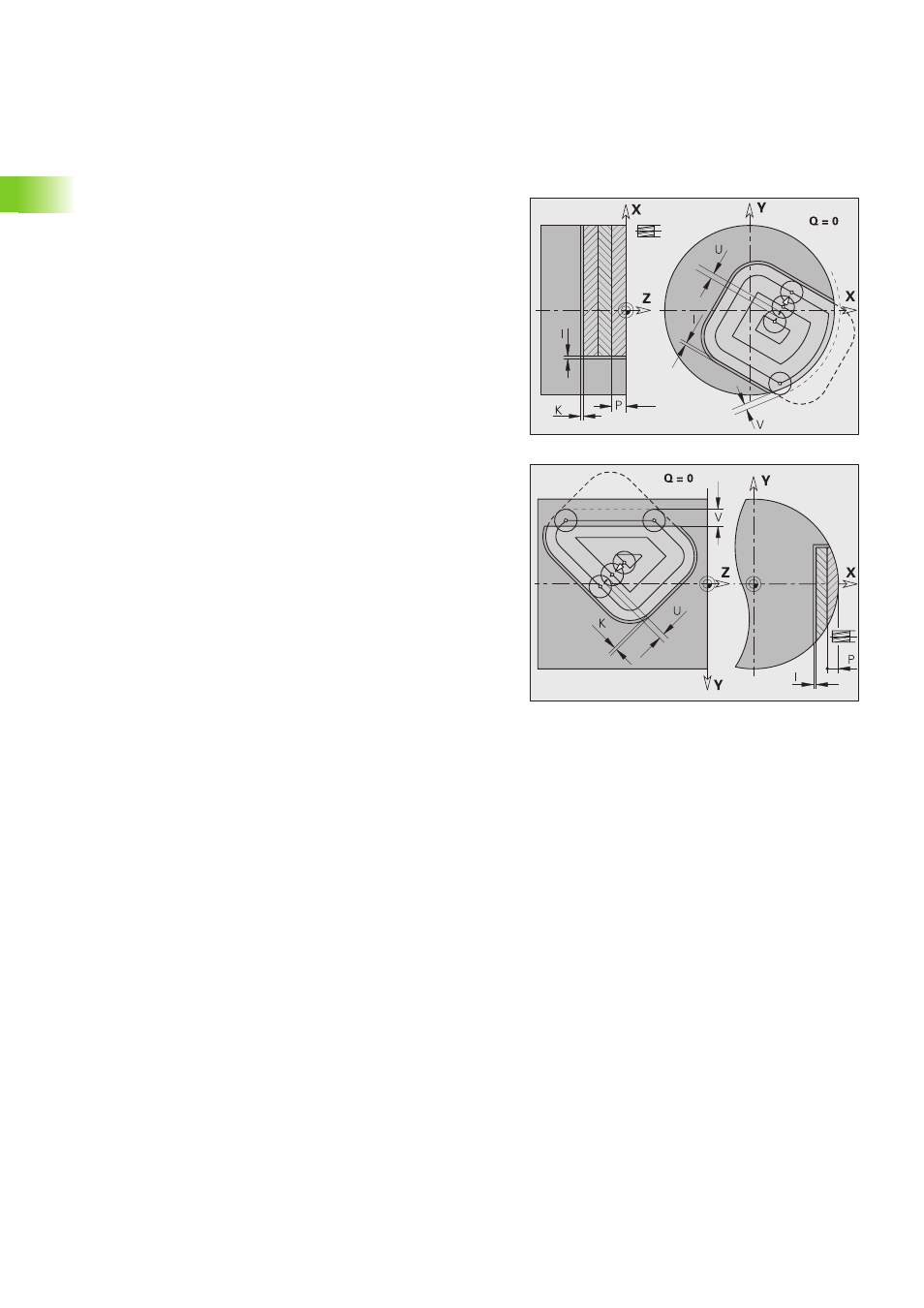
G845 (eje Y) – Fresado
Se influye la dirección de fresado con el "sentido de giro del fresado
H", la "dirección del mecanizado Q" y el sentido de giro de la fresadora
(véase tabla G845 en el Modo de Empleo). Programar sólo los
parámetros indicados en la siguiente tabla.
Ver también:
G845 – Nociones básicas: Página 56
G845 – calcular posiciones de pretaladrado: Página 57
Parámetros - Fresado
NS
Número de frase – referencia a la descripción del contorno
P
Profundidad de fresado (máxima) (aproximación en el plano de
fresado)
I
Demasía en dirección X
K
Sobremedida en dirección Z
U
Factor de solapamiento (mínimo) (por defecto: 0,5)
Solapamiento = U*diámetro de fresa
V
Factor de sobrepaso. Define el valor según el cual la fresa
debe superar el radio exterior (por defecto: 0,5):
0: el contorno definido se fresa completamente
0 < V <= 1: Sobrepaso = V*diámetro de fresado
H
Dirección de desarrollo del fresado (por defecto: 0)
H=0: En contra del avance
H=1: A favor del avance
F
Avance de alimentación en profundidad (por defecto: avance
activo)
A partir del software versión 625 952-02: Para la
profundización pendular o helicoidal se utiliza F como avance
de mecanizado.
E
Avance reducido para elementos circulares (por defecto:
avance actual)
J
Plano de retroceso (por defecto: vuelta a la posición de partida)
Plano XY: posición de retroceso en dirección Z
Plano YZ: posición de retroceso en dirección X (cota del
diámetro)
Q
Dirección de mecanizado (por defecto: 0)
Q=0: de dentro hacia fuera
Q=1: de fuera hacia dentro
A
Ejecución "Fresar": A=0 (por defecto=0)
NF
Marca de posición - Referencia, desde la que el ciclo lee las
posiciones de pretaladrado [1..127].
O
Comportamiento de profundización (por defecto: 0)
Profundización vertical O=0: el ciclo se desplaza al punto
inicial, profundiza con el avance de aproximación y fresa la
cajera.