Acabado en el fresado de superficies g842, 1 1 din plus (eje y): ciclos de fr esado – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manual del usuario
Página 53
CNC PILOT 4290 de HEIDENHAIN
53
1
.1
1
DIN PLUS (eje Y): ciclos de fr
esado
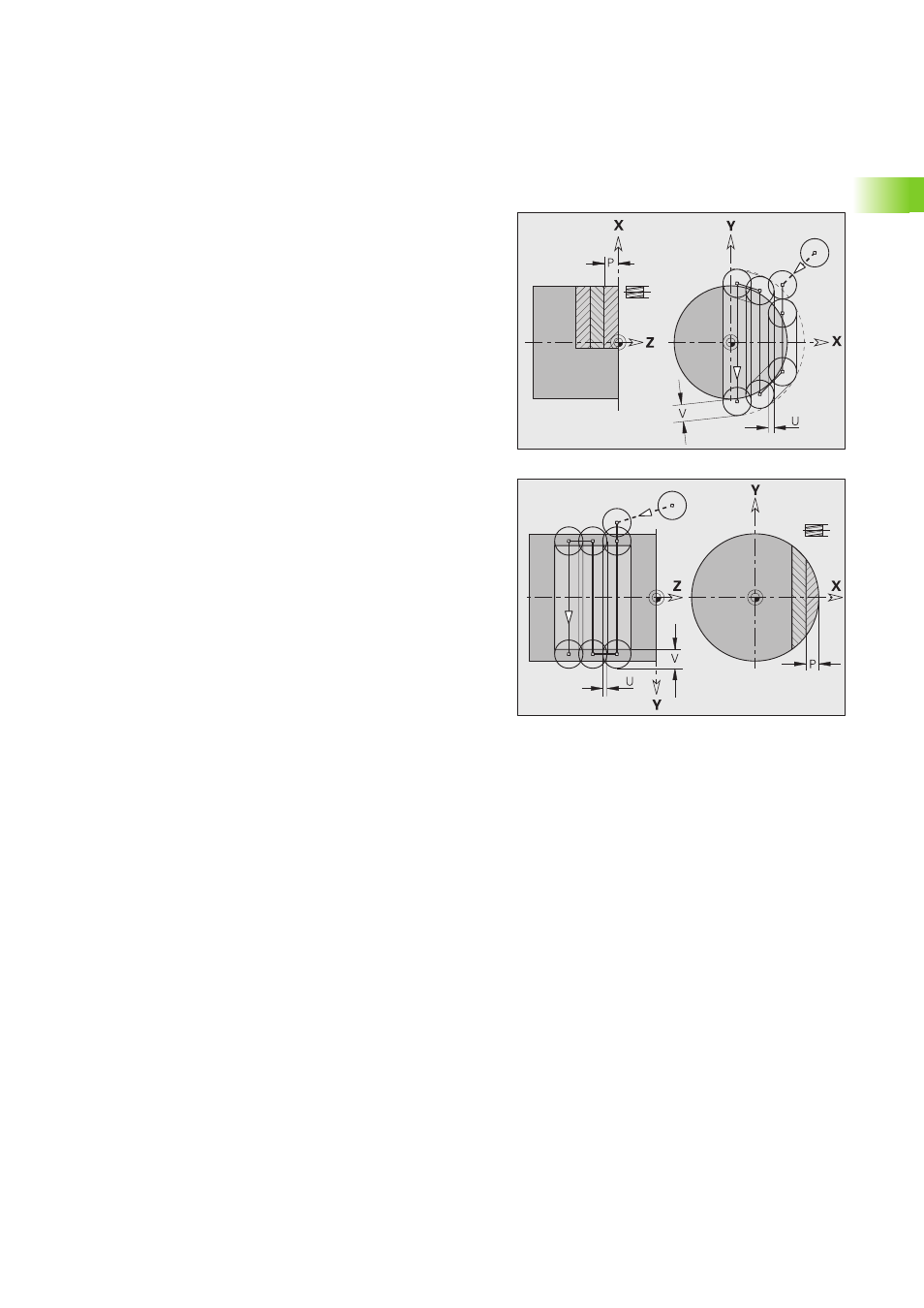
Acabado en el fresado de superficies G842
G842 realiza el acabado con G376-Geo (plano XY) o G386-Geo (plano
YZ) de las superficies definidas. El ciclo fresa desde el exterior hacia el
interior. La aproximación se realiza fuera del material.
Parámetros
NS
Número de frase – referencia a la descripción del contorno
H
Dirección de giro del fresado referida al mecanizado de
flancos (por defecto: 0)
H=0: En contra del avance
H=1: A favor del avance
P
Profundidad de fresado (máxima) (aproximación en el plano
de fresado)
U
Factor de solapamiento (mínimo). Establece el solapamiento
de las trayectorias de fresado (por defecto: 0,5).
Solapamiento = U*diámetro de fresa
V
Factor de sobrepaso. Define el valor según el cual la fresa
debe superar el radio exterior (por defecto: 0,5).
Sobrepaso = V*diámetro de fresado
F
Avance de alimentación en profundidad (por defecto: avance
activo)
J
Plano de retroceso (por defecto: vuelta a la posición de
partida)
Plano XY: posición de retroceso en dirección Z
Plano YZ: posición de retroceso en dirección X (cota del
diámetro)
Desarrollo del ciclo
1
La posición de inicio (X, Y, Z, C) es la posición anterior al ciclo
2
Se calcula la subdivisión de corte (aproximación a los planos de
fresado, aproximación a las profundidades de fresado)
3
Desplazamiento a la distancia de seguridad y aproximación a la
primera profundidad de fresado
4
Fresado de un plano
5
Se retira a la distancia de seguridad y se aproxima para la
siguiente profundidad de fresado
6
Se repiten 4...5, hasta que se ha fresado la superficie completa
7
Retrocede según el "plano de retroceso J"