Arco de círculo g182-/g183-geo, 6 din plus: cont or nos en el plano yz – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manual del usuario
Página 33
CNC PILOT 4290 de HEIDENHAIN
33
1
.6 DIN PLUS: cont
or
nos en el plano YZ
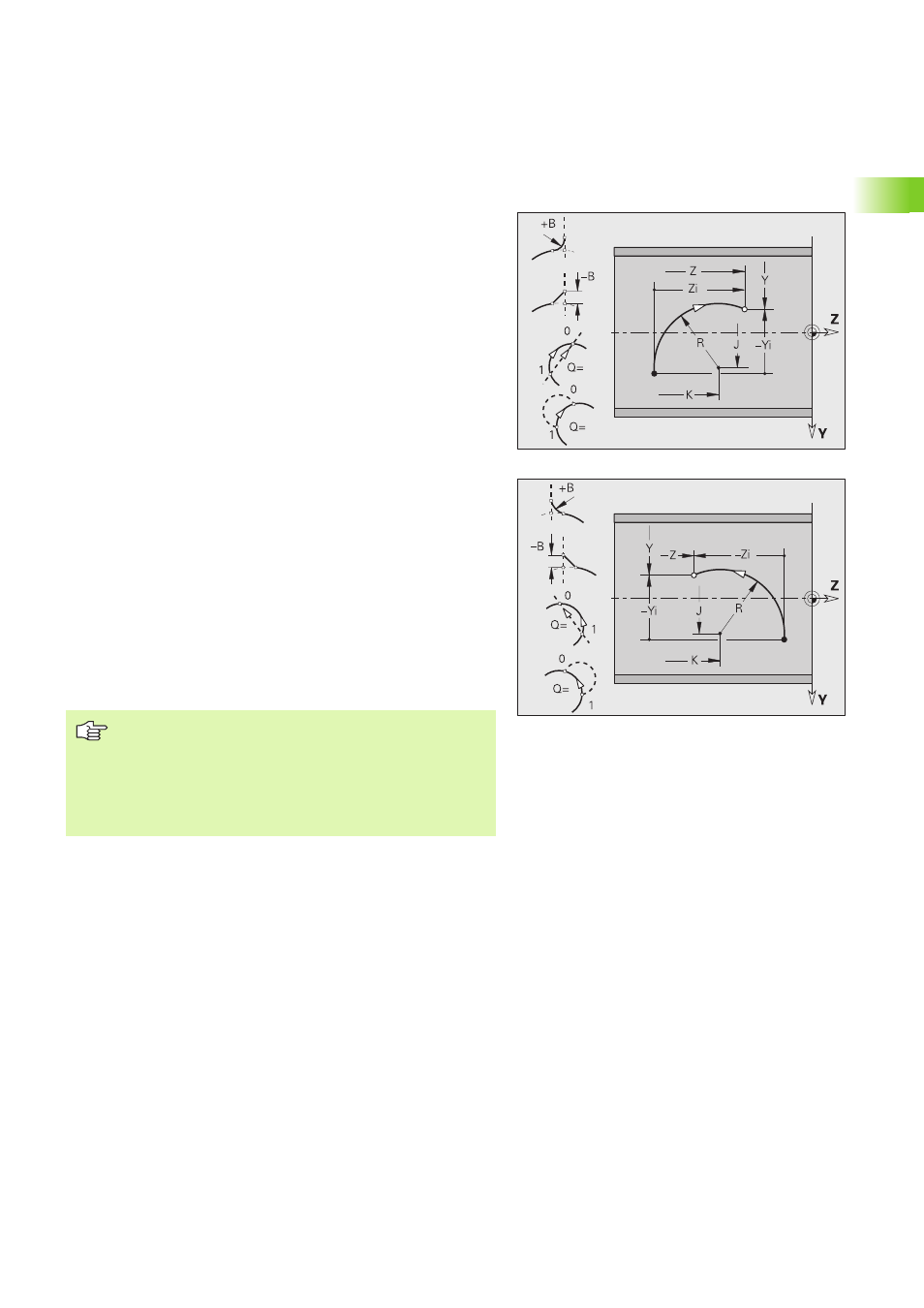
Arco de círculo G182-/G183-Geo
G182/G183 definen un arco de círculo en un contorno en el plano YZ.
Sentido de giro: véase imagen de ayuda
Parámetros
Y
Punto final (cota del radio)
Z
Punto final
J
Punto central (dirección Y)
K
Punto central (dirección Z)
R
Radio
B
Bisel/redondeo. Define la transición al próximo elemento de
contorno. Programar el punto final teórico del elemento del
contorno, si se indica un bisel/redondeo.
Sin datos: Transición tangencial
B=0: Transición no tangencial
B>0: Radio del redondeo
B<0: Anchura del bisel
Q
Punto de corte. Punto final cuando el segmento rectilíneo
corta un arco de círculo (por defecto: 0):
Al traspasar a la trayectoria es válido:
Q=0: Punto de corte cercano
Q=1: punto de corte lejano
Al traspasar al arco de círculo es válido:
Q=0: Punto de corte alejado
Q=1: Punto de corte próximo
Programación
Y, Z: en cotas absolutas, incrementales, autoretención o
"?"
J, K: en cotas absolutas o incrementales
El punto final no puede coincidir con el punto inicial (no
es un círculo completo).