Modelo circular en el plano xy g472-geo, 5 din plus: cont or nos en el plano xy – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manual del usuario
Página 30
30
1
.5 DIN PLUS: cont
or
nos en el plano XY
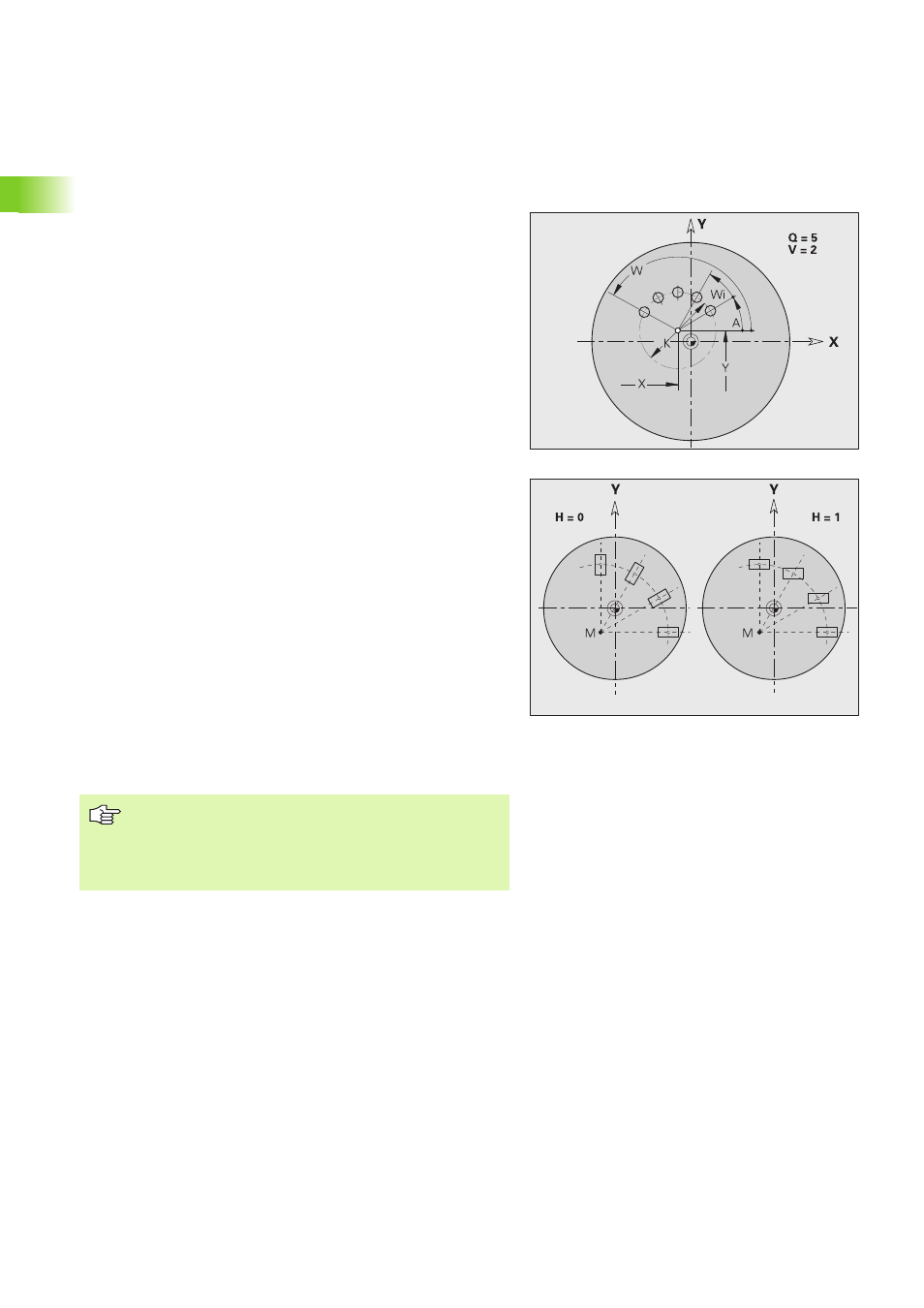
Modelo circular en el plano XY G472-Geo
G472 define un modelo circular en el plano XY. G472 actúa sobre la
figura definida en la frase siguiente (G370.0,375, G377).
Parámetros
Q
Número de figuras
K
Diámetro del modelo
A
Ángulo inicial – posición de la primera figura; referencia: eje X
positivo; (por defecto: 0°)
W
Ángulo final – posición última figura; referencia: eje X positivo;
(por defecto: 360°)
Wi
Ángulo entre dos figuras
V
Sentido – Orientación (por defecto: 0)
V=0, sin W: reparto por el círculo completo
V=0, con W: Reparto por un arco de círculo más grande
V=0, con Wi: el signo de Wi determina el sentido (Wi<0: en
sentido horario)
V=1: con W: en sentido horario
V=1, con Wi: en sentido horario (el signo de Wi no es
relevante)
V=2: con W: en sentido antihorario
V=2, con Wi: en sentido antihorario (el signo de Wi no es
relevante)
X
Punto central del modelo (cota del radio)
Y
Centro del patrón
H
Orientación de las figuras (por defecto: 0)
H=0: Orientación normal, las figuras se giran en torno del al
centro del círculo (rotación)
H=1: Orientación original, la posición de la figura referida al
sistema de coordenadas permanece invariable (traslación)
Programar el taladro/figura en el bloque siguiente sin
centro. Excepción ranura circular.
El ciclo de fresado (segmento de programa
MECANIZADO) llama, en el bloque siguiente, al taladro/
figura - no a la definición del patrón.