2 contr o l manual y funcionamient o aut o mático – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Manual del usuario
Página 15
CNC PILOT 4290 de HEIDENHAIN
15
1
.2 Contr
o
l manual y funcionamient
o
aut
o
mático
Modificar la posición de la herramienta: si la llamada se refiere a la
herramienta activa, el carro se desplaza al punto de cambio de la
herramienta e inclina el eje B o bien gira la herramienta según el ángulo
de posición.
Offset del ángulo de posición: con el "offset del ángulo de posición"
se fija la herramienta de torneado a "normal" o "elevada". Para ello el
CNC PILOT tiene en cuenta el ajuste básico memorizado en la base de
datos de la herramienta (ángulo de posición = ángulo de posición de
los datos de herramienta + offset del ángulo de posición).
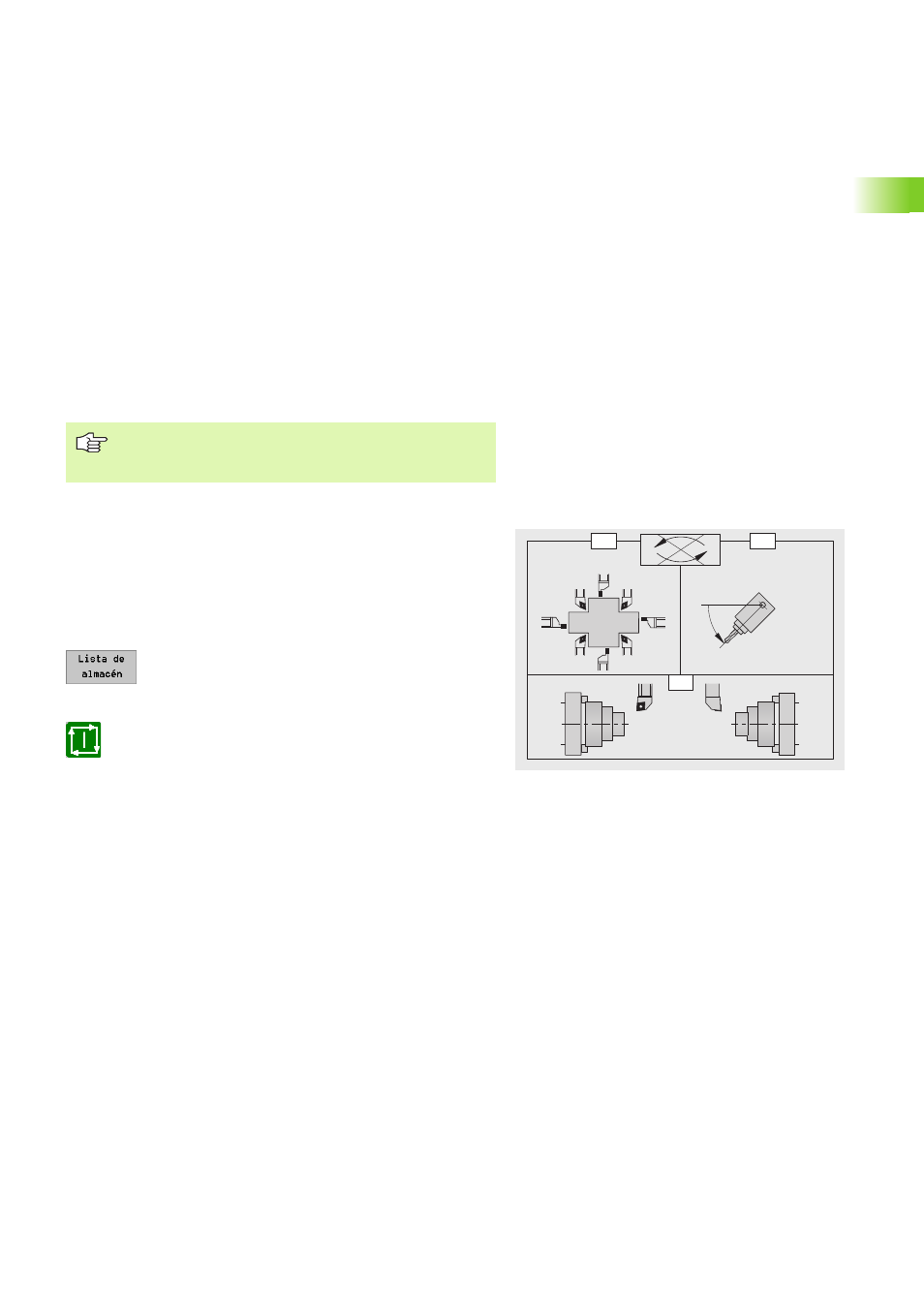
Orientación de la herramienta: el CNC PILOT tiene en cuenta la
posición de la cuchilla al calcular la posición del extremo de la
herramienta. El CNC PILOT distingue entre los tipos de herramienta
de desbaste, acabado y de forma fungiforme, así como los de
profundización y roscado (ver imagen).
Declarar la herramienta del almacén
Si una herramienta se encuentra en el área de trabajo durante la
desconexión y conexión del control numérico, debe declararse de
nuevo. Para ello el CNC PILOT utiliza los valores válidos como valores
propuestos por la ventana de diálogo durante la desconexión.
U
Seleccionar "Almacén> T > Hta.manual" en el control
manual. El control numérico abre la ventana de
diálogo "Almacén: hta. manual".
U
Pulsar softkey, introducir ángulo entre los ejes B,
comprobar el resto de parámetros y cerrar la ventana
de diálogo. El control numérico carga el programa NC
correspondiente.
U
Activar el programa NC con Iniciar ciclo.
Tener en cuenta durante el manejo y la visualización: esta
función se ejecuta con ayuda de un programa NC. Activar
el programa NC con Iniciar ciclo.
C=0°
C=180°
B
T
M
O=
1
3
7
5
2
4
6
8
C
B
O
Parámetros
ID
Número de identidad de la herramienta del almacén
P
Número de posición en el almacén de herramientas
O
Orientación en herramientas de torneado. Posición de la
cuchilla de la herramienta (ver imagen).
Posiciones de herramienta 1, 3, 5, 7: para herramientas de
desbaste, acabado, fungiformes (las herramientas
neutrales se reconocen gracias al ángulo de ajuste)
Posiciones de herramienta 2, 4, 6, 8: para herramientas de
profundización y roscado (se define una herramienta "a
derechas" o "a izquierdas" en los datos de la misma)
B
Ángulo entre ejes B. Ángulo, según el cual se inclinará el eje
B.
C
Offset de ángulo de posición en herramientas de torneado
0°: longitud de herramienta "normal"
180°: longitud de herramienta "elevada"