Elaboración de un programa de ciclos – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 56
Primeros pasos con el TNC 640
1.3
Programar la primera pieza
1
56
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
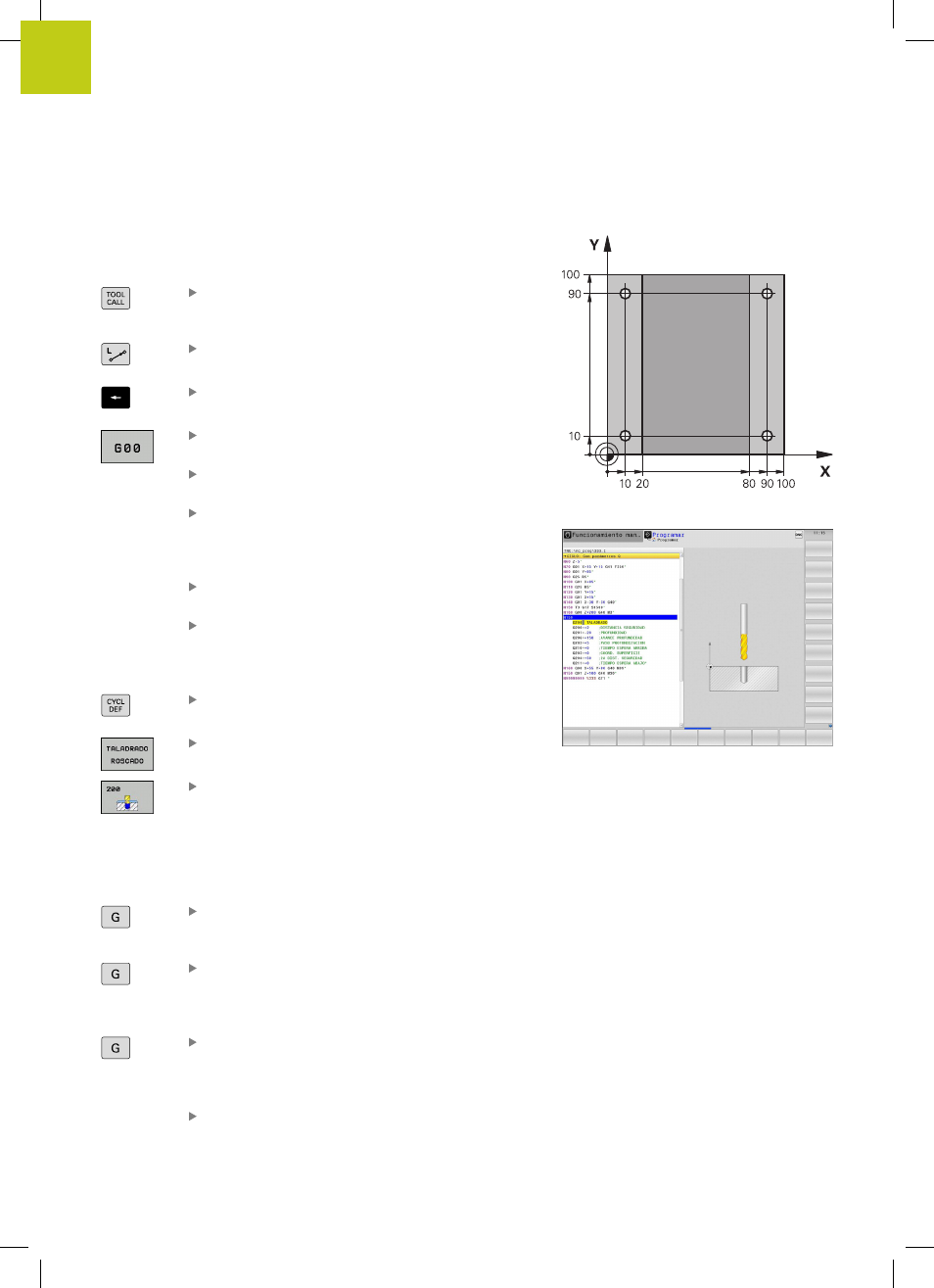
Elaboración de un programa de ciclos
Los taladros mostrados en la imagen a la derecha (profundidad
20 mm) se deben realizar con un ciclo de taladro estándar. La
definición de la pieza en bruto ya está creada.
Llamar a la herramienta: Introducir los datos de
herramienta. Confirmar los datos cada vez con la
tecla
ENT, no olvidar el eje de herramienta.
Pulsar la tecla
L para iniciar una frase de programa
de un movimiento rectilíneo
Con la tecla de flecha cambiar hacia la izquierda al
campo de introducción para las funciones G.
Seleccionar la Softkey
G00 para un
desplazamiento en marcha rápida
Seleccionar la Softkey
G90 para indicar medidas
absolutas
Avance libre de la herramienta: Pulsar la tecla de
eje naranja
Z e introducir el valor correspondiente
a la posición a acceder, p. ej., 250. Confirmar con
la tecla
ENT
No activar ninguna corrección del radio: Pulsar la
Softkey
G40
¿Función auxiliar M? Conectar el cabezal y el
refrigerante, p. ej.,
M13 confirmar con la tecla
END: El TNC memoriza la frase de desplazamiento
introducida
Llamar el menú Ciclos
Mostrar ciclos de taladro
Seleccionar el ciclo de taladro estándar 200: el
TNC inicia el diálogo para la definición del ciclo.
Introducir paso a paso los parámetros solicitados
por el TNC, confirmar la introducción cada vez
con la tecla
ENT. En la ventana a la derecha, el
TNC muestra un gráfico con el parámetro de ciclo
correspondiente.
Introducir
0 para acceder a la primera posición
de taladrado: Introducir las
coordenadas de la
posición de taladrado, llamar el ciclo con
M99
Introducir
0, para aproximar a otro posición
de taladro:
Introducir las coordenadas de las
posiciones de taladro respectivas, llamar ciclo con
M99.
Introducir
0, para el avance libre de la herramienta:
Pulsar la tecla de eje naranja
Z, e introducir el valor
para la posición a acceder, p. ej., 250. Confirmar
con la tecla
ENT
¿Función auxiliar M? Introducir M2 para el fin
del programa, confirmar con la tecla
END: el TNC
guarda la frase de desplazamiento introducida