Hélice – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 234
Programación: Programar contornos
6.5
Movimientos de trayectoria – Coordenadas polares
6
234
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
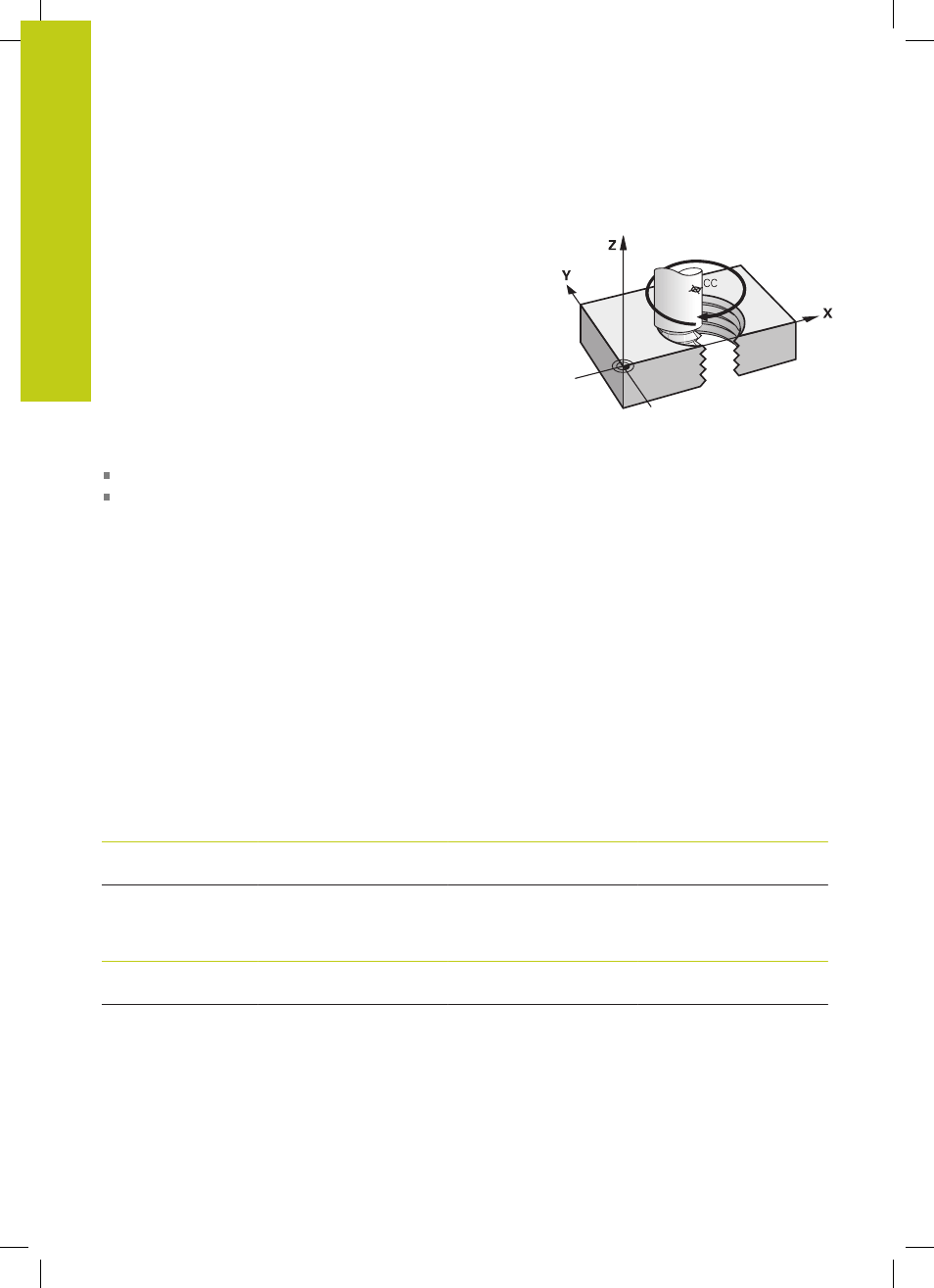
Hélice
Una hélice se produce por la superposición de un movimiento
circular y un movimiento lineal perpendiculares. La trayectoria
circular se programa en un plano principal.
Los movimientos para la hélice solo se pueden programar en
coordenadas polares.
Empleo
Roscados interiores y exteriores de grandes diámetros
Ranuras de lubrificación
Cálculo de la hélice
Para la programación se precisa la indicación en incremental del
ángulo total, que recorre la herramienta sobre la hélice y la altura
total de la misma.
Nº de pasos n:
Pasos de rosca + sobrepaso al principio
y al final del roscado
Altura total h:
Paso P x nº de pasos n
Ángulo total incremental
G91 H:
Número de pasos x 360° + ángulo para
el inicio de la rosca + ángulo para el
sobrepaso
Coordenada Z inicial:
Paso P x (pasadas de roscado +
sobrepaso al principio del roscado)
Forma de la hélice
La tabla indica la relación entre la dirección del mecanizado, el
sentido de giro y la corrección de radio para determinadas formas:
Roscado interior
Dirección
Sentido
Corrección del radio
a derechas
a izquierdas
Z+
Z+
G13
G12
G41
G42
a derechas
a izquierdas
Z–
Z–
G12
G13
G42
G41
Rosca exterior
a derechas
a izquierdas
Z+
Z+
G13
G12
G42
G41
a derechas
a izquierdas
Z–
Z–
G12
G13
G41
G42