HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 198
Programación: Herramientas
5.3
Corrección de la herramienta
5
198
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
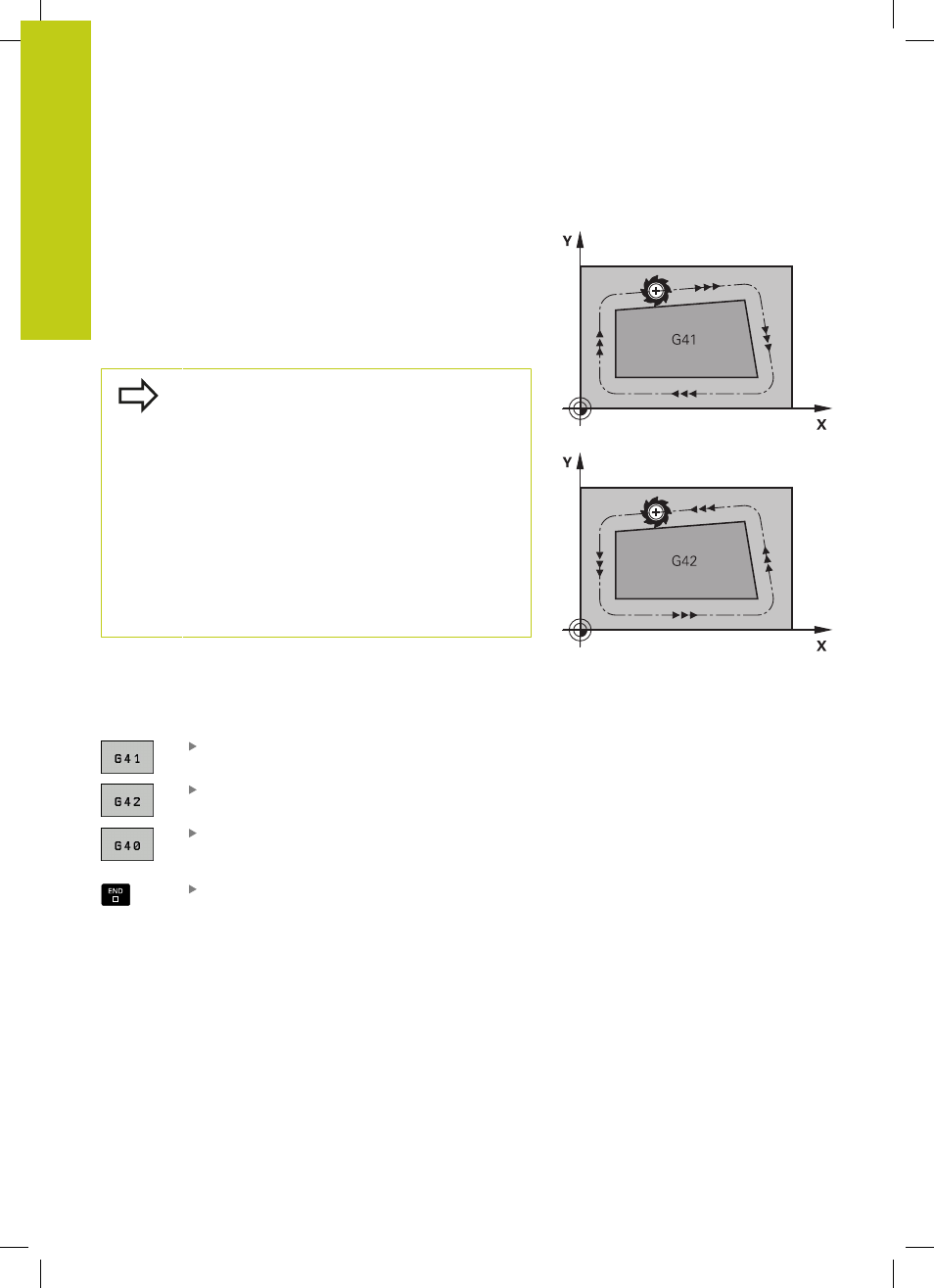
Movimientos de trayectoria con corrección de radio: G42 y G41
G42: La herramienta se desplaza por la derecha del contorno
G41: La herramienta se desplaza por la izquierda del contorno
En este caso el centro de la herramienta queda separado del
contorno programado la distancia del radio de dicha herramienta.
"Derecha" e "izquierda" indican la posición de la herramienta en
el sentido de desplazamiento a lo largo del contorno de la pieza.
Véase las figuras.
Entre dos frases de programa con diferente
corrección del radio
G42 y G41 debe haber como
mínimo una frase de desplazamiento en el plano de
mecanizado sin corrección del radio (es decir con
G40).
El TNC activará la corrección de radio al final de
la frase en la cual se programó por primera vez la
corrección.
En la primera corrección de radio
G42/G41 y con
G40, el TNC posiciona la herramienta siempre
perpendicularmente en el punto inicial o final. La
herramienta se posiciona delante del primer punto
del contorno o detrás del último punto del contorno
para no dañar al mismo.
Introducción de la corrección del radio
La corrección de radio se programa en una frase
G01
. Introducir las
coordenadas del punto de destino y confirmar con la tecla
ENT
Movimiento de la herramienta a la izquierda del
contorno programado: Seleccionar función
G41, o
Movimiento de la herramienta a la derecha del
contorno programado: Seleccionar función
G42, o
Suprimir el movimiento de la herramienta sin
corrección del radio y corrección del radio:
Seleccionar la función
G40
Finalizar la frase: pulsar la tecla
END