HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 208
Programación: Programar contornos
6.3
Aproximación y salida del contorno
6
208
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
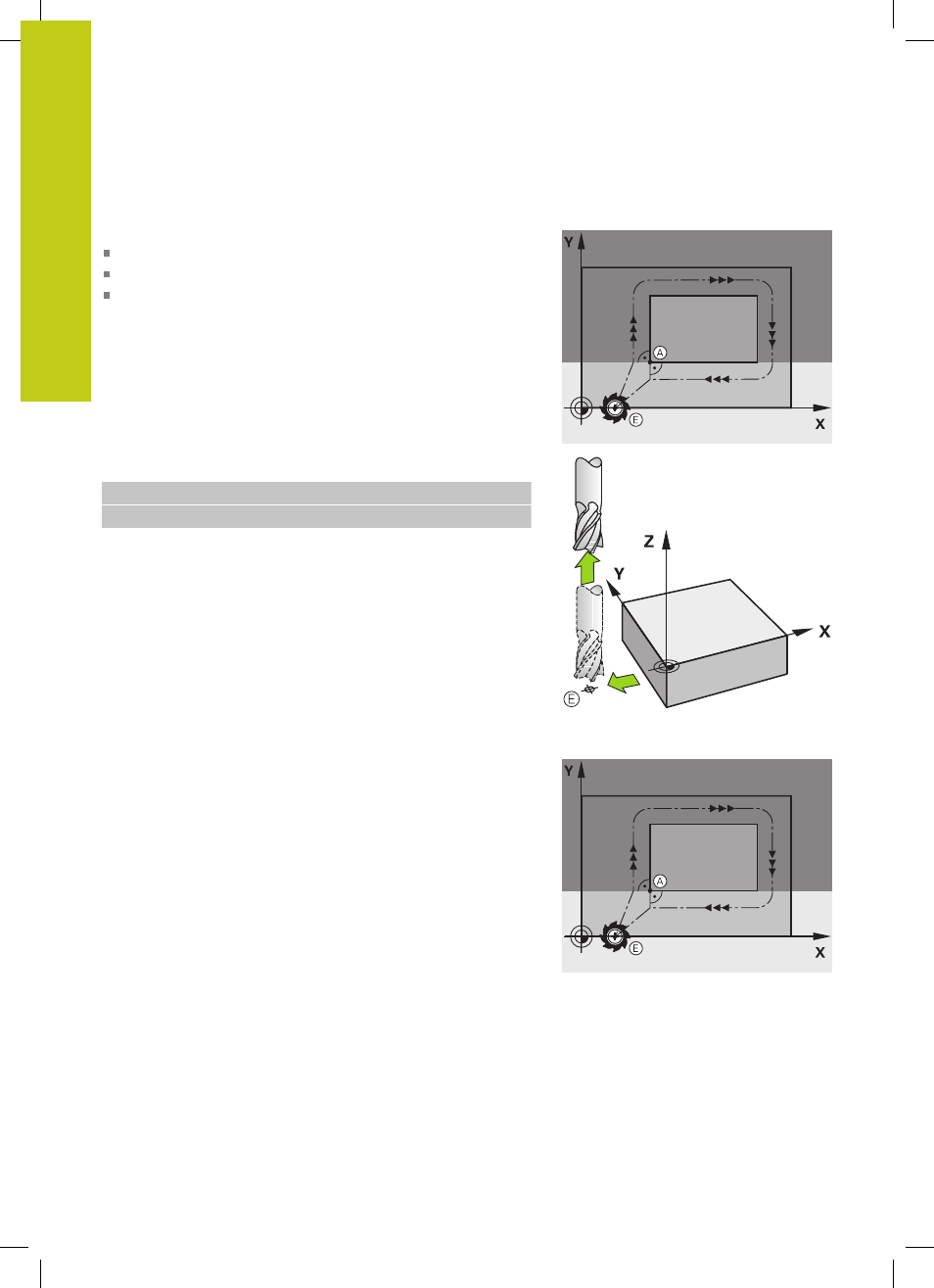
Punto final
Condiciones para seleccionar el punto final:
Que la herramienta se pueda aproximar sin colisionar
Que esté próximo al primer punto del contorno
Evitar dañar el contorno: El punto de partida óptimo se
encuentra en la prolongación de la trayectoria de la herramienta
para el mecanizado del último elemento del contorno.
Ejemplo en la figura de la derecha:
si se determina el punto final en el margen gris oscuro, se daña el
contorno al aproximarse la hta. al punto final.
Abandonar el punto final en el eje del cabezal:
Para salir en el punto final, se programa el eje de la herramienta por
separado. Véase fig. a la dcha. en el centro.
Bloques NC
N50 G01 G40 X+60 Y+70 F700*
N60 G00 Z+250 *
Punto inicial y punto final comunes
Para un punto inicial y un punto final comunes, no se programa la
corrección de radio.
Evitar dañar el contorno: El punto de partida óptimo se encuentra
entre las prolongaciones de la trayectoria de la herramienta para el
mecanizado del primer elemento del contorno.
Ejemplo en la figura de la derecha:
si se determina el punto final en el margen gris oscuro, se daña el
contorno al aproximarse o alejarse del mismo.