HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 364
Programación: Funciones auxiliares
10.4
Funciones auxiliares para el comportamiento de la trayectoria
10
364
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
Cálculo previo del contorno con correc. radio (LOOK
AHEAD): M120
Comportamiento estándar
Cuando el radio de la herramienta es mayor a un escalón del
contorno con corrección de radio, el TNC interrumpe la ejecución
del programa e indica un aviso de error. M97 (ver "Mecanizado de
pequeños escalones de un contorno: M97", página 359) evita el
aviso de error, pero causa una marca en la pieza y además desplaza
la esquina.
En los rebajes pueden producirse daños en el contorno.
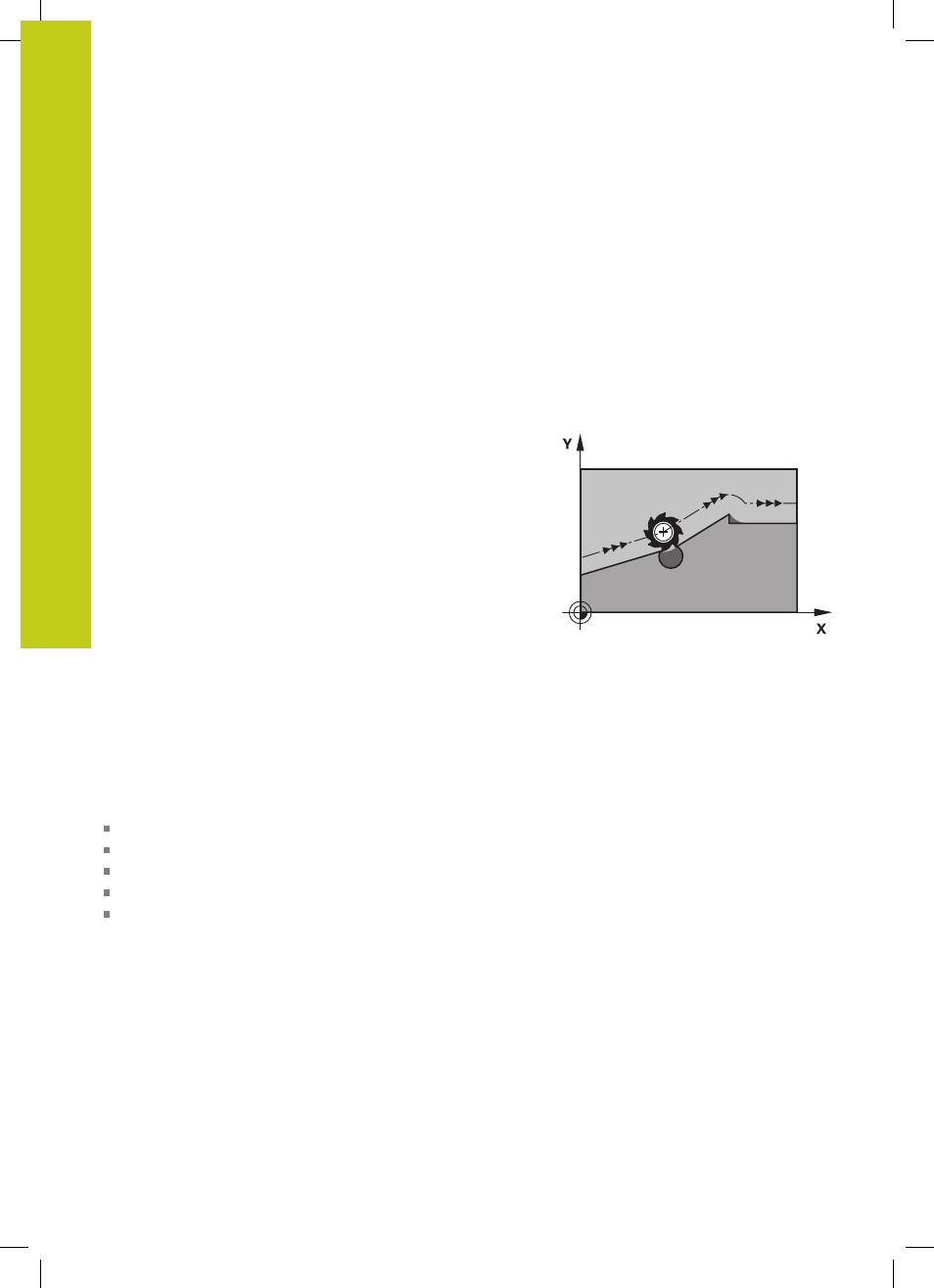
Comportamiento con M120
El TNC comprueba los rebajes y salientes de un contorno con
corrección de radio y hace un cálculo previo de la trayectoria de la
herramienta a partir de la frase actual. No se mecanizan las zonas
en las cuales la hta. puede perjudicar el contorno (representadas
en la figura en color oscuro). M120 también se puede emplear
para calcular la corrección de radio de la herramienta a los datos
de la digitalización o los datos elaborados en un sistema de
programación externo. De esta forma se pueden compensar
desviaciones del radio teórico de la herramienta.
El número de frases (máximo 99) que el TNC calcula previamente
se determina con LA (en inglés
L
ook
A
head: prever) detrás de
M120. Cuanto mayor sea el número de frases preseleccionadas
que el TNC debe calcular previamente, más lento será el proceso
de las frases.
Introducción
Cuando se introduce M120 en una frase de posicionamiento, el
TNC sigue el diálogo para dicha frase y pregunta por el número de
frases precalculadas LA.
Funcionamiento
M120 deberá estar en una frase NC que tenga corrección de radio
G41 ó G42. M120 actúa a partir de dicha frase hasta que
se elimina la corrección de radio con
G40
Programar M120 LA0
Se programa M120 sin LA
Llamar con
% a otro programa
se inclinan planos de mecanizado con el ciclo
G80 o con la
función PLANE
M120 actúa al principio de la frase.