11 bascular el plano de mecanizado (opción #8), Aplicación y funcionamiento, Bascular el plano de mecanizado (opción #8) – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 548
Funcionamiento manual y ajuste
15.11 Bascular el plano de mecanizado (opción #8)
15
548
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
15.11
Bascular el plano de mecanizado
(opción #8)
Aplicación y funcionamiento
El fabricante de la máquina ajusta las funciones
para la inclinación del plano de mecanizado al
TNC y a la máquina. En determinados cabezales
basculantes (mesas giratorias), el constructor de la
máquina determina si el TNC interpreta los ángulos
programados en el ciclo como coordenadas de los
ejes giratorios o como componentes angulares de un
plano inclinado. Rogamos consulte el manual de la
máquina.
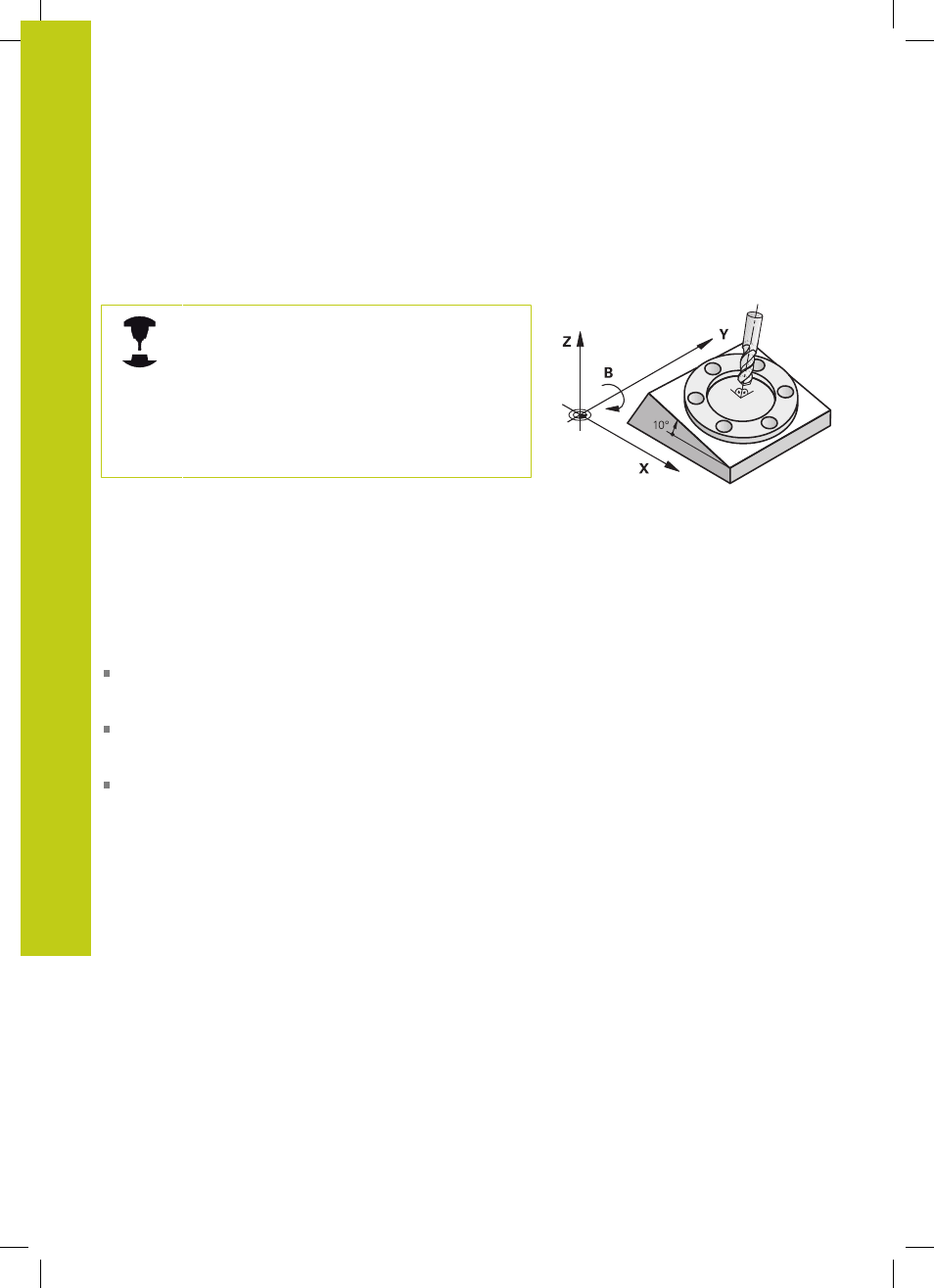
El TNC contempla la inclinación de planos de mecanizado en
máquinas herramienta con cabezales y mesas basculantes. Las
aplicaciones más típicas son p. ej., taladros inclinados o contornos
inclinados en el espacio. En estos casos el plano de mecanizado
se inclina alrededor del punto cero activado. Como siempre, el
mecanizado se programa en un plano principal (p. ej., plano X/Y),
sin embargo se ejecuta en el plano inclinado respecto al plano
principal.
Existen tres modos de funcionamiento para la inclinación del plano
de mecanizado:
Inclinación manual con la Softkey
3D ROT en los modos de
funcionamiento Manual y Volante Electrónico, ver "Activación
manual de la inclinación", página 551
Inclinación controlada, ciclo
G80 en el programa de
mecanizado (ver Modo de Empleo Ciclos, Ciclo 19, PLANO DE
MECANIZADO)
Inclinación controlada, función
PLANE en el programa
de mecanizado ver "La función PLANE: Girar el plano de
mecanizado (opción #8)", página 417
Las funciones del TNC para la "Inclinación del plano de mecanizado"
son transformaciones de coordenadas. Para ello, el plano de
mecanizado siempre está perpendicular a la dirección del eje de la
hta.