Aproximación y salida del contorno 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 217
Aproximación y salida del contorno
6.3
6
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
217
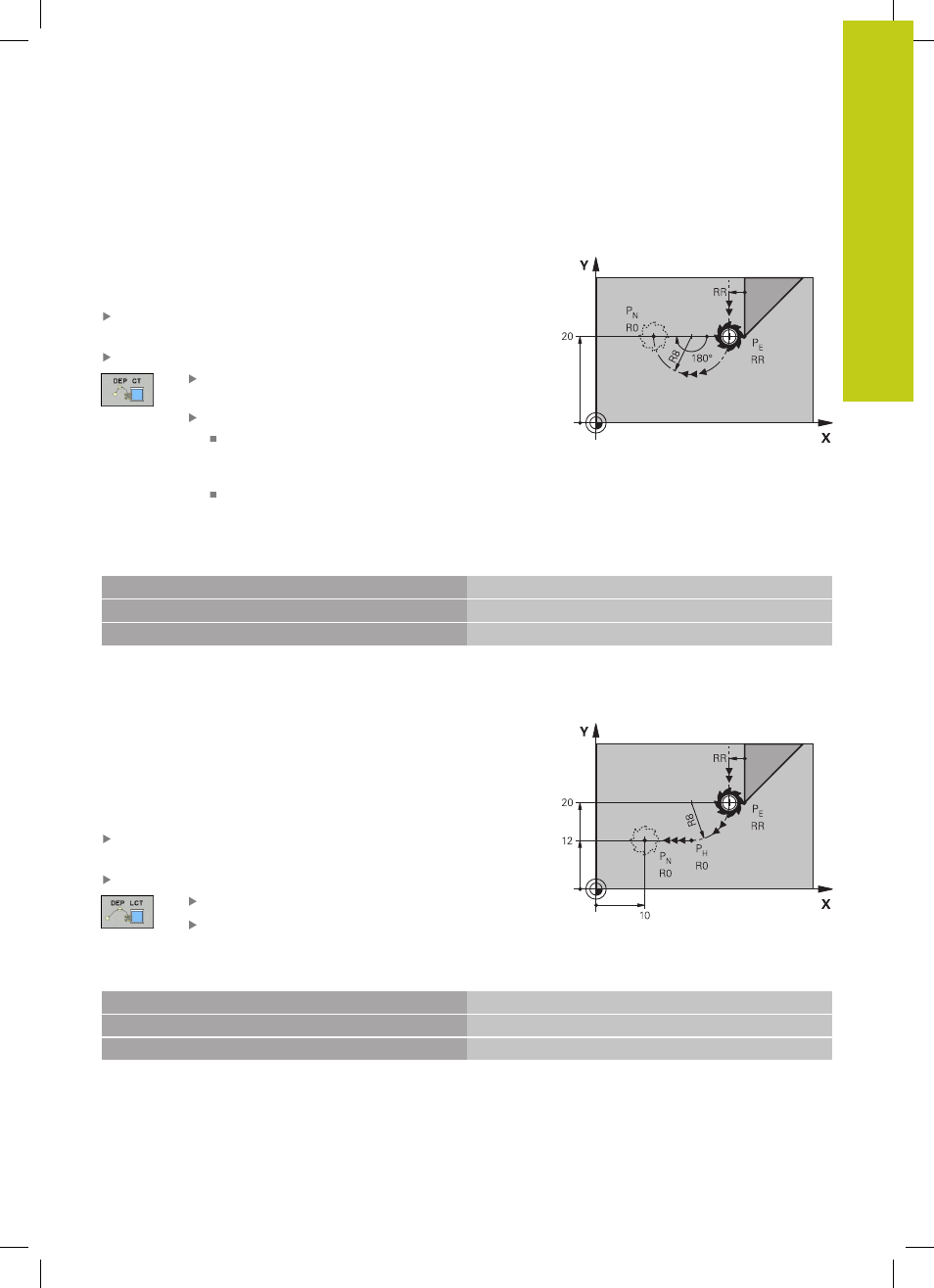
Salida según una trayectoria circular tangente:
DEP
CT
El TNC desplaza la herramienta desde una trayectoria circular
del último punto del contorno P
E
al punto final P
N
. La trayectoria
circular se une tangencialmente al último tramo del contorno.
Programar el último elemento del contorno con punto final P
E
y
corrección del radio
Abrir el diálogo con la tecla
APPR/DEP y la Softkey DEP CT:
Ángulo del punto central
CCA de la trayectoria
circular
Radio R de la trayectoria circular
La herramienta sale por el lado de la pieza
determinado mediante la corrección de radio:
Introducir R positivo
La herramienta sale por el lado
opuesto
de la
pieza determinado mediante la corrección de
radio: Introducir R negativo.
R0=G40; RL=G41; RR=G42
Ejemplo de frases NC
N20 G01 Y+20 G42 F100
Ultimo tramo del contorno: PE con corrección de radio
N30 DEP CT CCA 180 R+8 F100
Angulo pto. central =180°, radio tray. circular =8 mm
N40 G00 Z+100 M2
Retirar Z, retroceso, final del programa
Salida según una trayectoria circular tangente al
contorno y a una recta: DEP LCT
El TNC desplaza la herramienta en una trayectoria circular desde
el último punto del contorno P
E
a un punto auxiliar P
H
. Desde allí
se desplaza sobre una recta al punto final P
N
. El último elemento
del contorno y la recta de P
H
- P
N
tienen transiciones tangenciales
con la trayectoria circular. De esta forma la trayectoria circular está
determinada por el radio R.
Programar el último elemento del contorno con punto final P
E
y
corrección del radio
Abrir el diálogo con la tecla
APPR/DEP y Softkey DEP LCT:
Introducir las coordenadas del punto final P
N
Radio R de la trayectoria circular. Introducir R
positivo
R0=G40; RL=G41; RR=G42
Ejemplo de frases NC
N20 G01 Y+20 G42 F100
Ultimo tramo del contorno: PE con corrección de radio
N30 DEP LCT X+10 Y+12 R+8 F100
Coordenadas PN, radio de la trayectoria circular=8 mm
N40 G00 Z+100 M2
Retirar Z, retroceso, final del programa