Aproximación según una recta tangente: appr lt, Aproximación y salida del contorno 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 213
Aproximación y salida del contorno
6.3
6
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
213
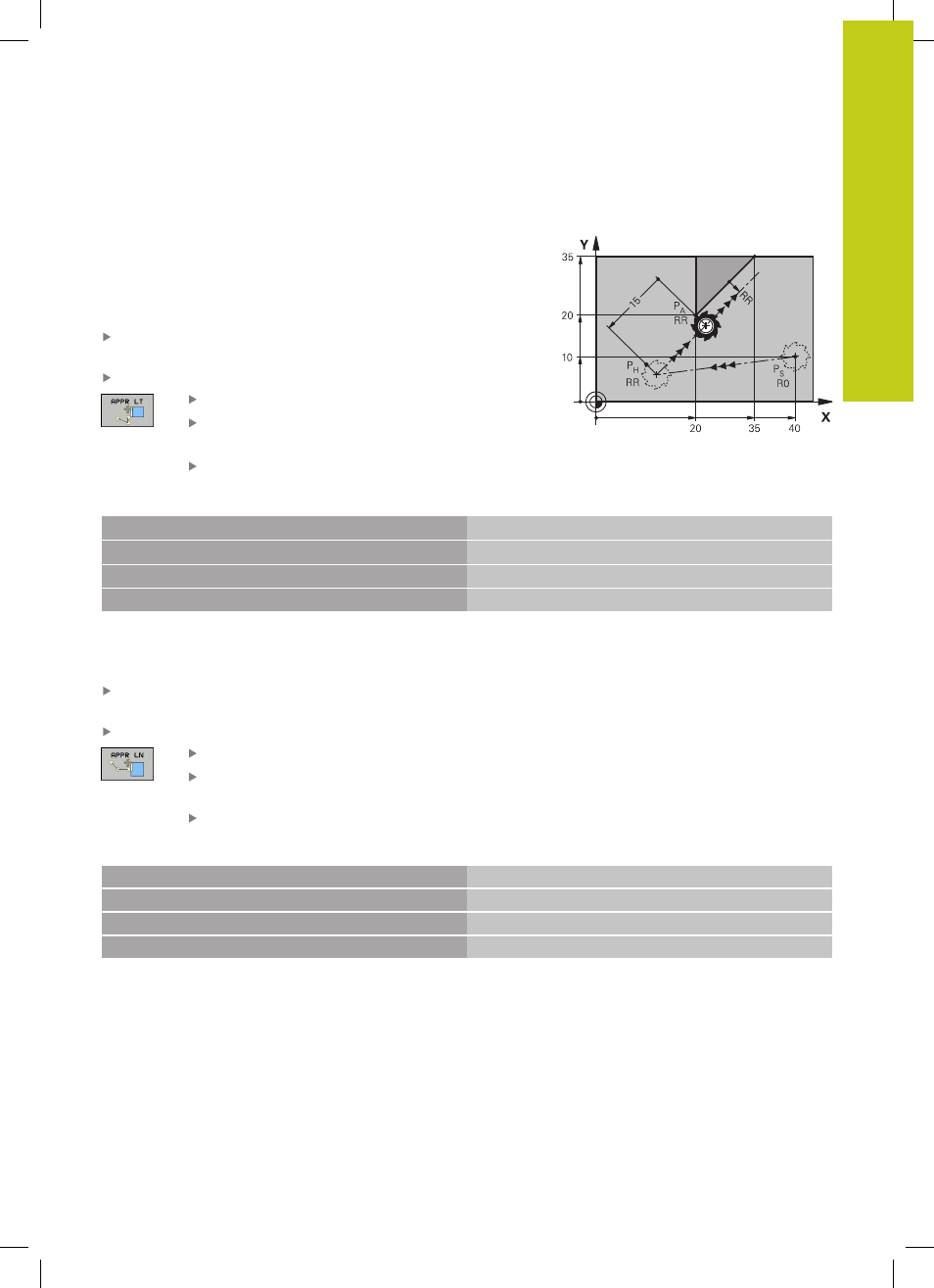
Aproximación según una recta tangente:
APPR LT
El TNC desplaza la herramienta según una recta desde el punto
de partida P
S
a un punto auxiliar P
H
. Desde allí la herramienta
se desplaza al primer punto del contorno P
A
sobre una recta
tangente. El punto auxiliar P
H
está separado a la distancia
LEN del
primer punto de contorno P
A
.
Cualquier tipo de trayectoria: Aproximación al punto de partida
P
S
Abrir el diálogo con la tecla
APPR/DEP y la Softkey APPR LT:
Coordenadas del primer punto de contorno P
A
LEN: distancia del punto auxiliar P
H
al primer punto
de contorno P
A
Corrección de radio
G41/G42 para el mecanizado
R0=G40; RL=G41; RR=G42
Ejemplo de frases NC
N70 G00 X+40 Y+10 G40 M3
Aproximación a P
S
sin corrección de radio
N80 APPR LT X+20 Y+20 Z-10 LEN15 G42 F100
P
A
con corr. del radio G42, Distancia P
H
a P
A
: LEN=15
N90 G01 X+35 Y+35
Punto final del primer elemento de contorno
N100 G01 ...
Siguiente elemento de contorno
Aproximación según una recta perpendicular al
primer punto del contorno:
APPR LN
Cualquier tipo de trayectoria: Aproximación al punto de partida
P
S
Abrir el diálogo con la tecla
APPR/DEP y la Softkey APPR LN:
Coordenadas del primer punto de contorno P
A
Longitud: Distancia del punto auxiliar P
H
.
¡Introducir
LEN siempre positivo!
Corrección de radio
G41/G42 para el mecanizado
Ejemplo de frases NC
N70 G00 X+40 Y+10 G40 M3
Aproximación a PS sin corrección de radio
N80 APPR LN X+10 Y+20 Z-10 LEN15 G24 F100
PA con corrección de radio. G42
N90 G01 X+20 Y+35
Punto final del primer elemento de contorno
N100 G01 ...
Siguiente elemento de contorno