Ver "ejemplo: movimiento – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 228
Programación: Programar contornos
6.4
Movimientos de trayectoria - coordenadas cartesianas
6
228
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
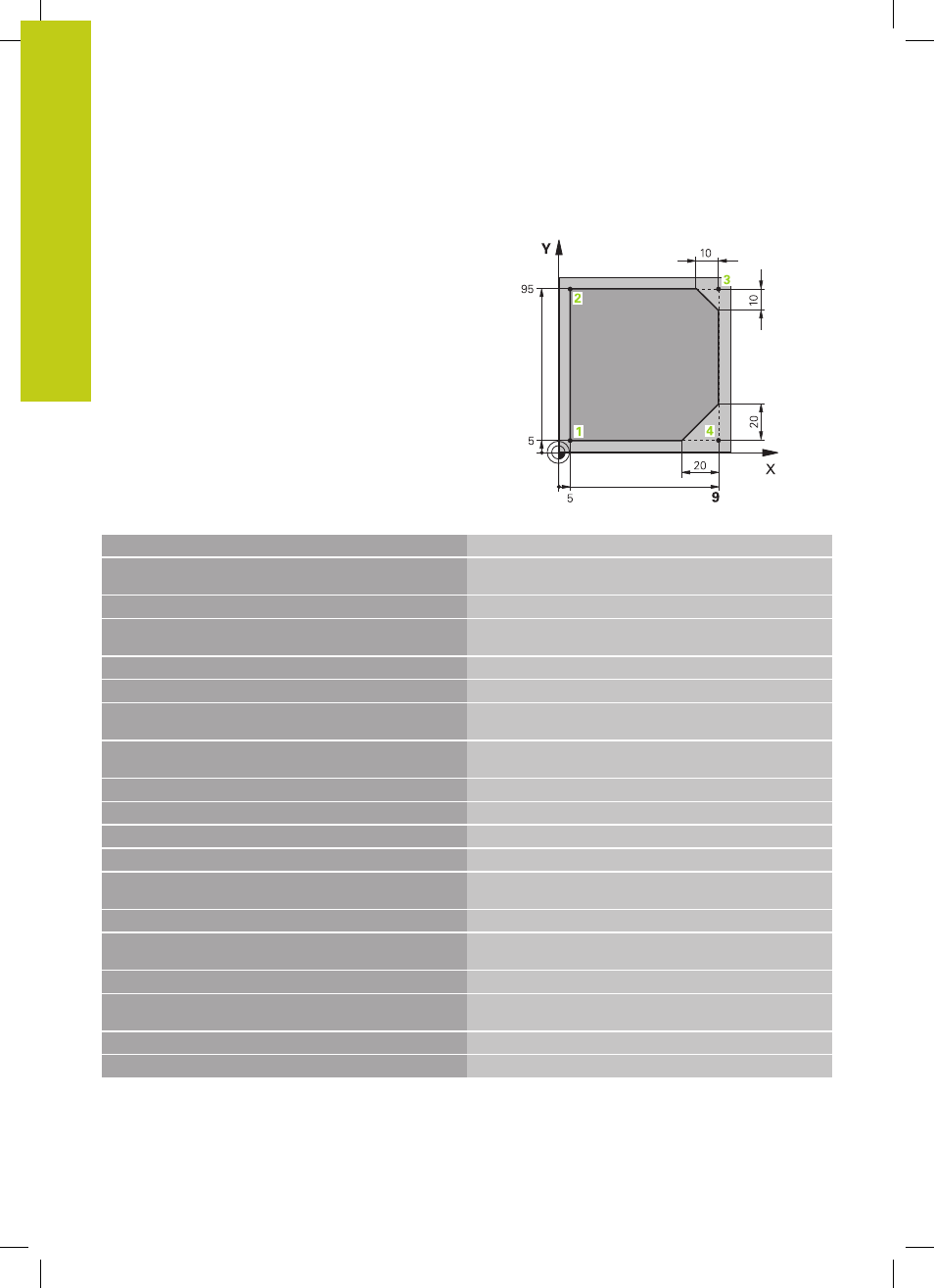
Ejemplo: Movimiento lineal y chaflán en cartesianas
%LINEAL G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definición de la pieza en bruto para la simulación gráfica del
mecanizado
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S4000 *
Llamada a la herramienta con eje del cabezal y revoluciones
del cabezal
N40 G00 G40 G90 Z+250 *
Retirar la hta. en el eje de la misma en marcha rápida
N50 X-10 Y-10 *
Posicionamiento previo de la herramienta
N60 G01 Z-5 F1000 M3 *
Llegada a la profundidad de fresado con avance
F = 1000 mm/min
N70 G01 G41 X+5 Y+5 F300 *
Aproximación al punto 1 del contorno, activar la corrección
de radio G41
N80 G26 R5 F150 *
Aproximación tangencial
N90 Y+95 *
Llegada al punto 2
N100 X+95 *
Punto 3: primera recta de la esquina 3
N110 G24 R10 *
Programar el chaflán de longitud 10 mm
N120 Y+5 *
Punto 4: segunda recta de la esquina 3, 1ª recta para la
esquina 4
N130 G24 R20 *
Programar el chaflán de longitud 20 mm
N140 X+5 *
Llegada al último punto 1 del contorno, segunda recta de la
esquina 4
N150 G27 R5 F500 *
Salida tangencial
N160 G40 X-20 Y-20 F1000 *
Retirar la hta. del plano de mecanizado, cancelar la
corrección de radio
N170 G00 Z+250 M2 *
Retirar la herramienta, final del programa
N99999999 %LINEAL G71 *