Ejemplo: cilindro concavo con fresa esférica – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 348
Programación: Parámetros Q
9.12 Ejemplos de programación
9
348
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
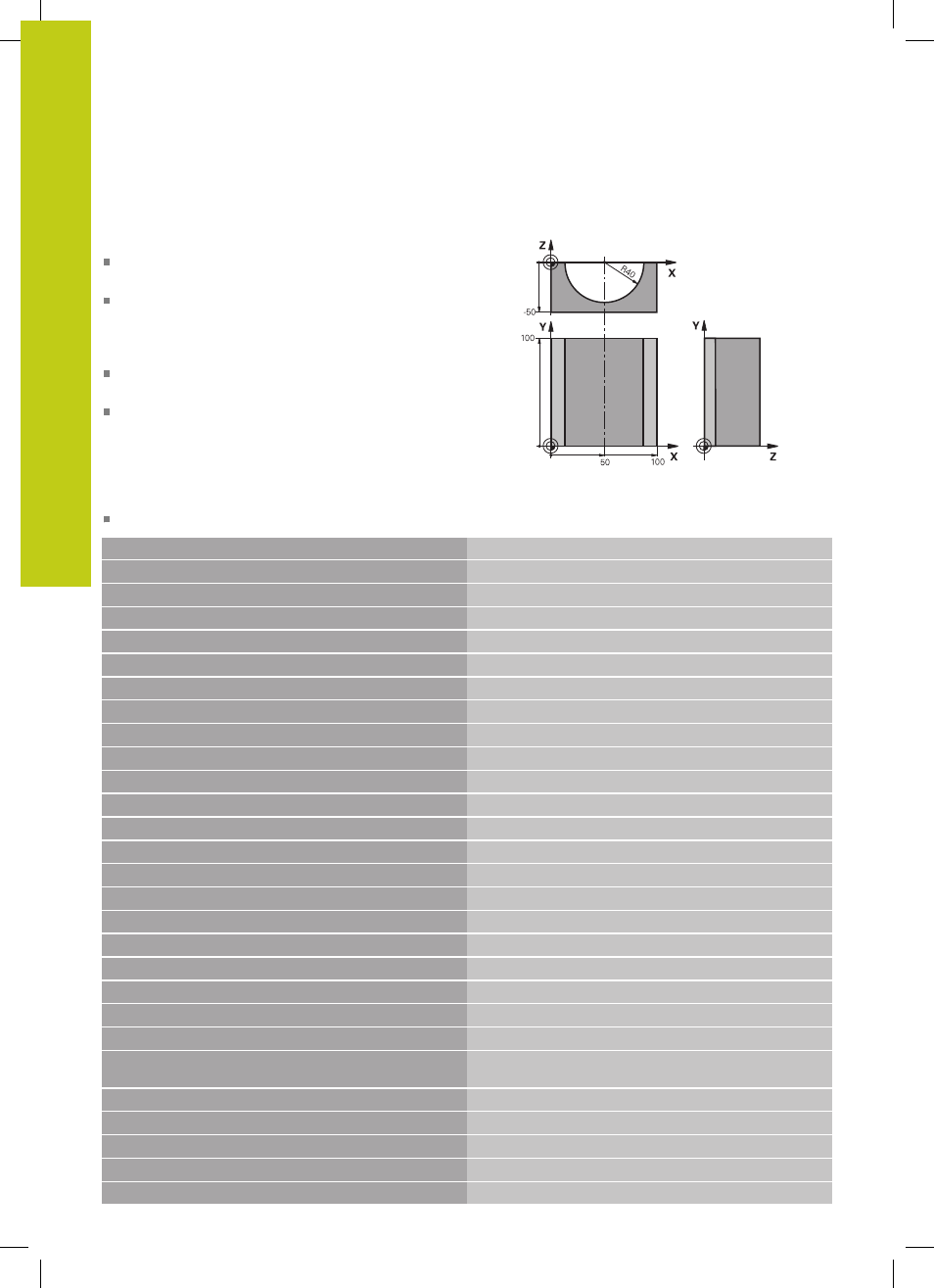
Ejemplo: Cilindro concavo con fresa esférica
Desarrollo del programa
El programa solo funciona con fresa radial, la longitud
de la hta. se refiere al centro de la bola
El contorno del cilindro se realiza por medio de
muchas pequeñas rectas (definible mediante Q13)
Cuantos más puntos se definan, mejor será el
contorno.
El cilindro se fresa en tramos longitudinales (aquí:
paralelos al eje Y)
La dirección del fresado se determina mediante el
ángulo inicial y final en el espacio:
Dirección del mecanizado en el sentido horario:
Ángulo inicial > Ángulo final
Dirección de mecanizado en el sentido antihorario:
Ángulo inicial < Ángulo final
El radio de la hta. se corrige automáticamente
%ZYLIN G71 *
N10 D00 Q1 P01 +50 *
Centro eje X
N20 D00 Q2 P01 +0 *
Centro eje Y
N30 D00 Q3 P01 +0 *
Centro eje Z
N40 D00 Q4 P01 +90 *
Ángulo inicial en el espacio (plano Z/X)
N50 D00 Q5 P01 +270 *
Ángulo final en el espacio (plano Z/X)
N60 D00 Q6 P01 +40 *
Radio del cilindro
N70 D00 Q7 P01 +100 *
Longitud del cilindro
N80 D00 Q8 P01 +0 *
Posición angular en el plano X/Y
N90 D00 Q10 P01 +5 *
Sobremedida del radio del cilindro
N100 D00 Q11 P01 +250 *
Avance al profundizar
N110 D00 Q12 P01 +400 *
Avance de fresado
N120 D00 Q13 P01 +90 *
Número de pasos
N130 G30 G17 X+0 Y+0 Z-50 *
Definición de la pieza en bruto
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Llamada a una herramienta
N160 G00 G40 G90 Z+250 *
Retirar la herramienta
N170 L10,0 *
Llamada al mecanizado
N180 D00 Q10 P01 +0 *
Anular la sobremedida
N190 L10,0
Llamada al mecanizado
N200 G00 G40 Z+250 M2 *
Retirar la herramienta, final del programa
N210 G98 L10 *
Subprograma 10: Mecanizado
N220 Q16 = Q6 - Q10 - Q108 *
Calcular la sobremedida y la hta. en relación con el radio del
cilindro
N230 D00 Q20 P01 +1 *
Iniciar el contador de tramos de fresado (cortes)
N240 D00 Q24 P01 +Q4 *
Copiar el ángulo en el espacio (plano Z/X)
N250 Q25 = ( Q5 - Q4 ) / Q13 *
Calcular el paso angular
N260 G54 X+Q1 Y+Q2 Z+Q3 *
Desplazar el punto cero al centro del cilindro (eje X)
N270 G73 G90 H+Q8 *
Calcular la posición angular en el plano