1 torneado en fresadoras (opción #50), Introducción, Torneado en fresadoras (opción #50) – HEIDENHAIN TNC 640 (34059x-05) ISO programming Manual del usuario
Página 458
Programación: mecanizado por torneado
14.1 Torneado en fresadoras (opción #50)
14
458
TNC 640 | Modo de empleo Programación DIN/ISO | 4/2015
14.1
Torneado en fresadoras (opción #50)
Introducción
En determinados tipos de fresadoras se pueden realizar
mecanizados por fresado y por torneado. Con ello se puede
mecanizar completamente una pieza en una máquina sin cambios
de sujeción, incluso si para ello se requieren mecanizados de
fresado y de torneado complejos.
El torneado es un proceso de mecanizado donde la pieza se
encuentra en rotación mientras se realiza el corte. Una herramienta
fijamente sujetada realiza los movimientos de aproximación y de
avance. Los mecanizados por torneado se subdividen en diferentes
procesos según la dirección de mecanizado y tarea, p. ej., torneado
longitudinal, refrentado, torneado de profundización o torneado de
rosca.
El TNC ofrece varios ciclos para cada uno de los
diferentes procesos de mecanizado: ver modo de
empleo Ciclos, capítulo "Tornear".
En el TNC se puede conmutar fácilmente entre los modos fresado
y torneado dentro de un mismo programa NC. Durante el torneado,
la mesa rotativa sirve de husillo de torneado y el husillo de fresado
con la pieza queda fijada. Con ello se pueden generar contornos
simétricos en rotación. Para ello, el punto de referencia (Preset)
debe encontrarse en el centro del husillo de torneado.
En la gestión de las herramientas de torneado se consideran
otras descripciones geométricas que en el caso de herramientas
de fresado o de taladro. Por ejemplo, se requiere la definición
del radio de corte para poder realizar un corrección de radio
de corte. Para ello, el TNC ofrece una gestión de herramientas
especial para herramientas de torno , ver "Datos de la herramienta",
página 469.
Para el mecanizado se dispone de diferentes ciclos. Estos también
se pueden utilizar adicionalmente con ejes basculantes: ver "Trabajo
de torneado inclinado", página 485
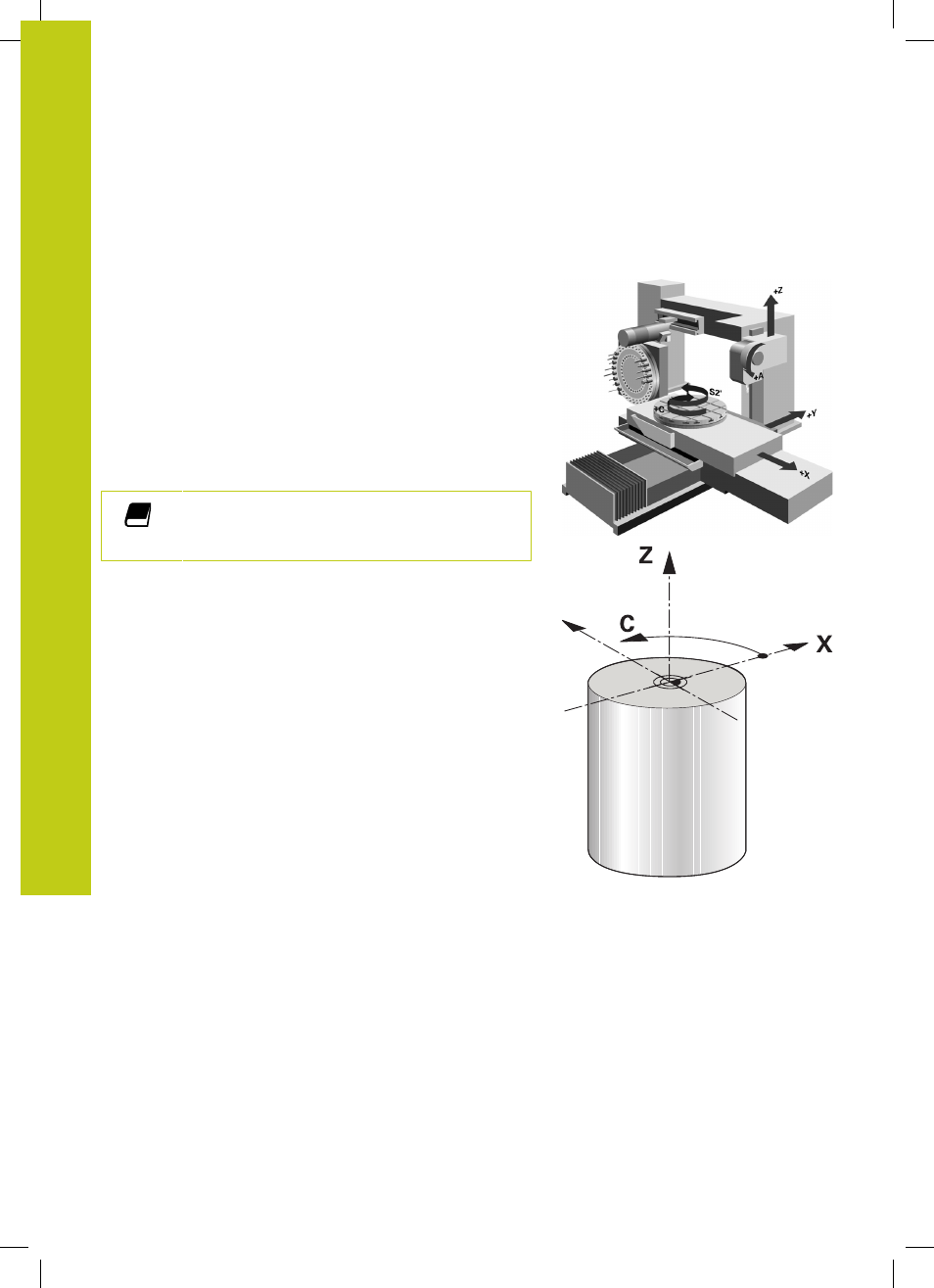
Durante el torneado, la disposición de los ejes es que las
coordenadas X describen el diámetro de la pieza y las coordenadas
Z las posiciones longitudinales.
Por tanto, la programación siempre se realiza en el plano de
coordenadas XZ. La utilización de los ejes de máquina para cada
uno de los movimientos depende de la cinemática de la máquina y
será determinada por el fabricante de la máquina. De esta forma,
los programas NC con funciones de torneado se mantienen
intercambiables y no dependen del tipo de máquina.