Contorno icp axial, 8 ciclos de fr esado – HEIDENHAIN SW 548328-05 Manual del usuario
Página 317
HEIDENHAIN MANUALplus 620
317
4.8 Ciclos de fr
esado
Contorno ICP axial
Seleccionar Fresado
Seleccionar Contorno axial ICP
En función de los parámetros, el ciclo fresa un contorno o bien
desbasta/realiza el acabado de una cajera en la superficie frontal.
Parámetros de ciclo (primera ventana de introducción de datos)
X, Z
Punto de partida
C
Ángulo de cabezal (posición del eje C)
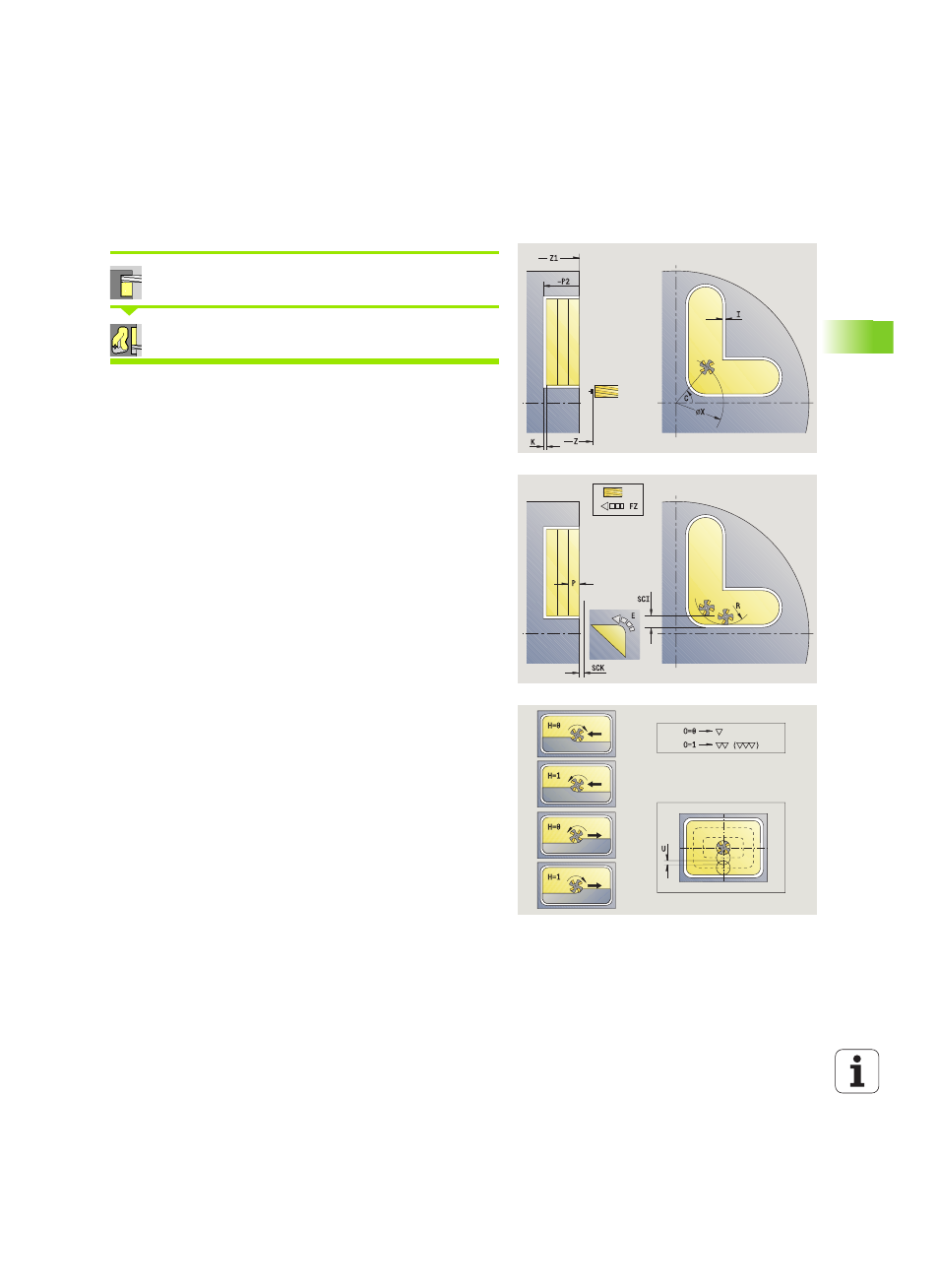
Z1
Arista superior de fresado (por defecto: punto de
arranque Z)
P2
Profundidad de fresado
I
Sobremedida paralela al contorno
K
Sobremedida en dirección de alimentación
P
Profundidad de aproximación (por defecto: profundidad
total en una aproximación)
FZ Avance
de
alimentación
(por defecto: avance activo)
E
Avance reducido para elementos circulares (por defecto:
avance activo)
FK
Número de contorno ICP
G14
Punto de cambio de herramienta (véase pág. 126)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
Parámetros de ciclo (segunda ventana de introducción de datos)
O
Desbaste o acabado - sólo en fresado de cajeras
0: Desbastar
1: Acabado
2: Desbarbar
H
Dirección de desarrollo del fresado
0: Marcha inversa
1: Marcha sincron.
U
Factor de solapamiento (campo: 0 < U < 1)
U=0 ó sin entrada: fresado del contorno
U>0: Fresado de cajeras - solapamiento mínimo de las
trayectorias de fresado = U*Diámetro de fresado