Ranurado axial de acabado en superficie lateral, 5 ciclos de pr ofundización – HEIDENHAIN SW 548328-05 Manual del usuario
Página 237
HEIDENHAIN MANUALplus 620
237
4.5 Ciclos de pr
ofundización
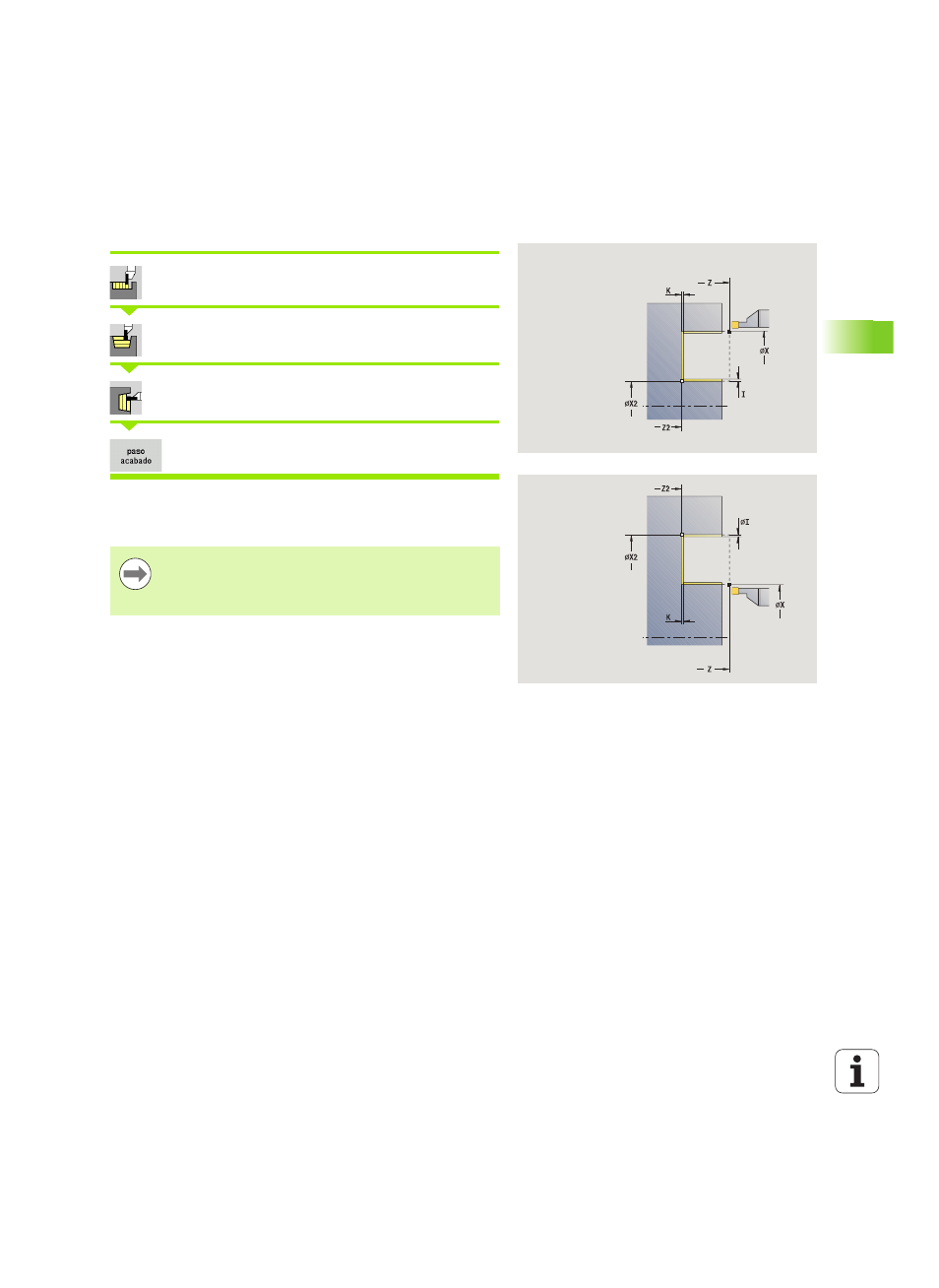
Ranurado axial de acabado en superficie lateral
Seleccionar Ciclos de profundización
Seleccionar Ranurado en superficie lateral
Seleccionar Ranurado axial en superficie lateral
Activar la softkey Acabado
El ciclo realiza el acabado del segmento de contorno definido por Punto
de partida
y Punto final del contorno (véase además “Ranurado
en superficie lateral” en pág. 226).
Las sobremedidas de la pieza en bruto I, K definen el
material a mecanizar en el ciclo de acabado. Por ello se
deben indicar las sobremedidas en el ranurado radial de
acabado.
Parámetros de ciclo
X, Z
Punto de partida
X2, Z2
Punto final del contorno
I, K
Sobremedida de pieza en bruto X, Z
G14
Punto de cambio de herramienta (véase pág. 126)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
G47
Distancia de seguridad (véase pág. 126)
MT
M después de T: función M que se ejecuta después de la
llamada a herramienta T.