Entalladura din 509 e, 6 ciclos de r o scado y entalladur a – HEIDENHAIN SW 548328-05 Manual del usuario
Página 283
HEIDENHAIN MANUALplus 620
283
4.6 Ciclos de r
o
scado y entalladur
a
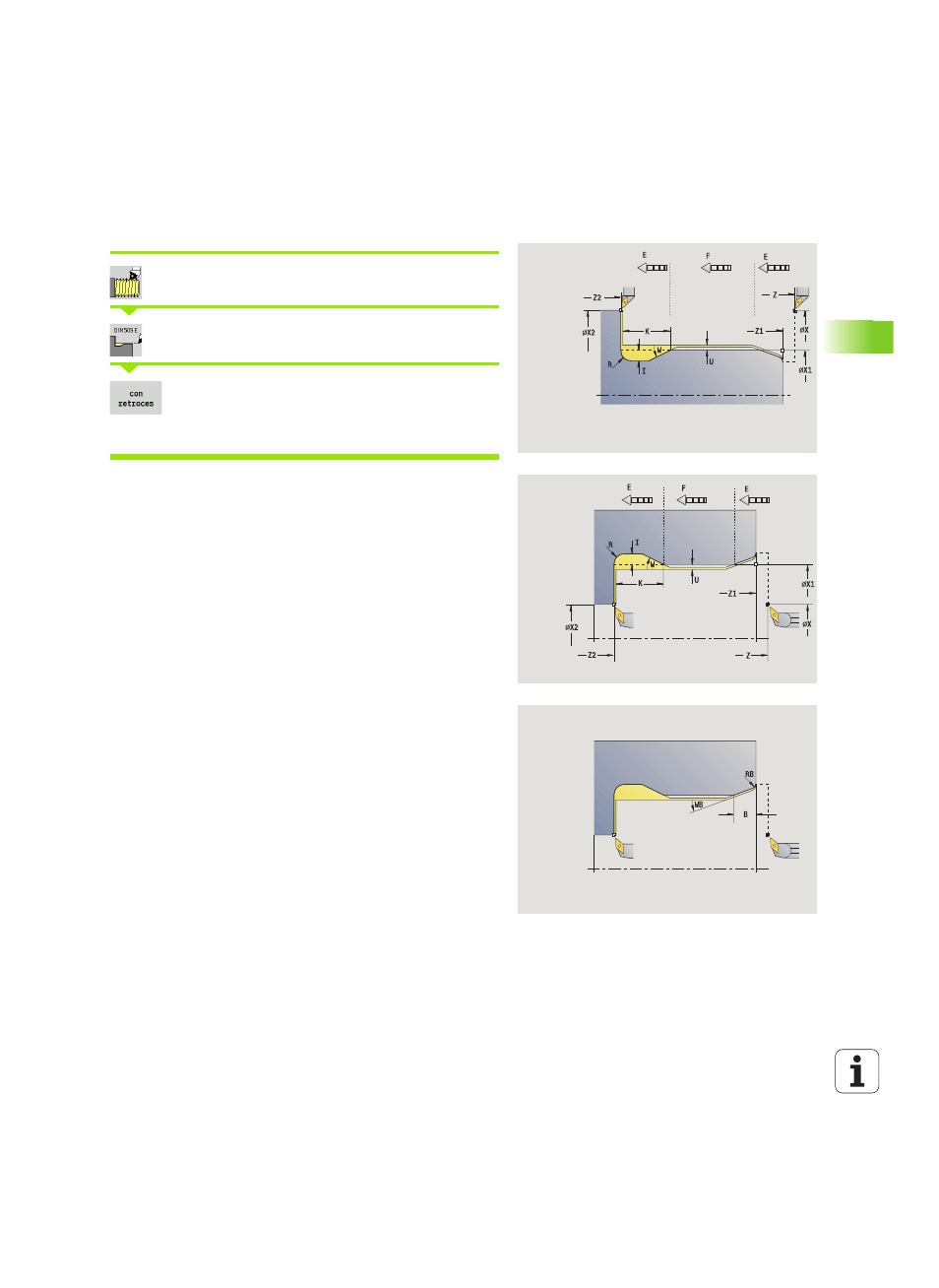
Entalladura DIN 509 E
Seleccionar Roscado a cuchilla
Seleccionar Tallado libre DIN 509 E
Desactivado: La herramienta se detiene al final del
ciclo
Activado: La herramienta retrocede al punto de
partida
El ciclo mecaniza la entalladura DIN 509 Forma E, un corte inicial de
cilindro, el cilindro antepuesto y la superficie refrentada contigua. Para
la zona del cilindro se puede definir una sobremedida de rectificado".
El corte inicial del cilindro se ejecuta se ha indicado Longitud de corte
inicial del cilindro
o Radio de corte inicial.
Parámetros de ciclo
X, Z
Punto de partida
X1, Z1
Pto. inic. cilindro
X2, Z2
Pto. final sup. transv.
U
Sobremedida para rectificado para el área del cilindro (por
defecto: 0)
E
Avance reducido para la profundización y para la entrada
del cilindro (por defecto: avance F)
I
Profundidad de entalladura (por defecto: tabla de la norma)
K
Longitud de entalladura (por defecto: tabla normalizada)
W
Ángulo de entalladura (por defecto: tabla normalizada)
R
Radio de la entalladura a ambos lados de la entalladura (por
defecto: tabla normalizada)
G14
Punto de cambio de herramienta (véase pág. 126)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
B
Longitud de corte inicial de cilindro (por defecto: sin corte
inicial de rosca)
WB
Ángulo de corte inicial (por defecto: 45 °)
RB
Ángulo de corte inicial (por defecto: sin valor = ningún
elemento): Valor positivo = radio de corte inicial, Valor
negativo = chaflán
G47
Distancia de seguridad (véase pág. 126) - sólo se evalúa en
caso de "con retroceso".
MT
M después de T: función M que se ejecuta después de la
llamada a herramienta T.