Taladrado axial, 7 ciclos de taladr ado – HEIDENHAIN SW 548328-05 Manual del usuario
Página 290
290
Programación de ciclos
4.7 Ciclos de taladr
ado
Taladrado axial
Seleccionar Taladrado
Seleccionar Taladrado axial
El ciclo realiza un taladro en la superficie frontal.
Parámetros de ciclo
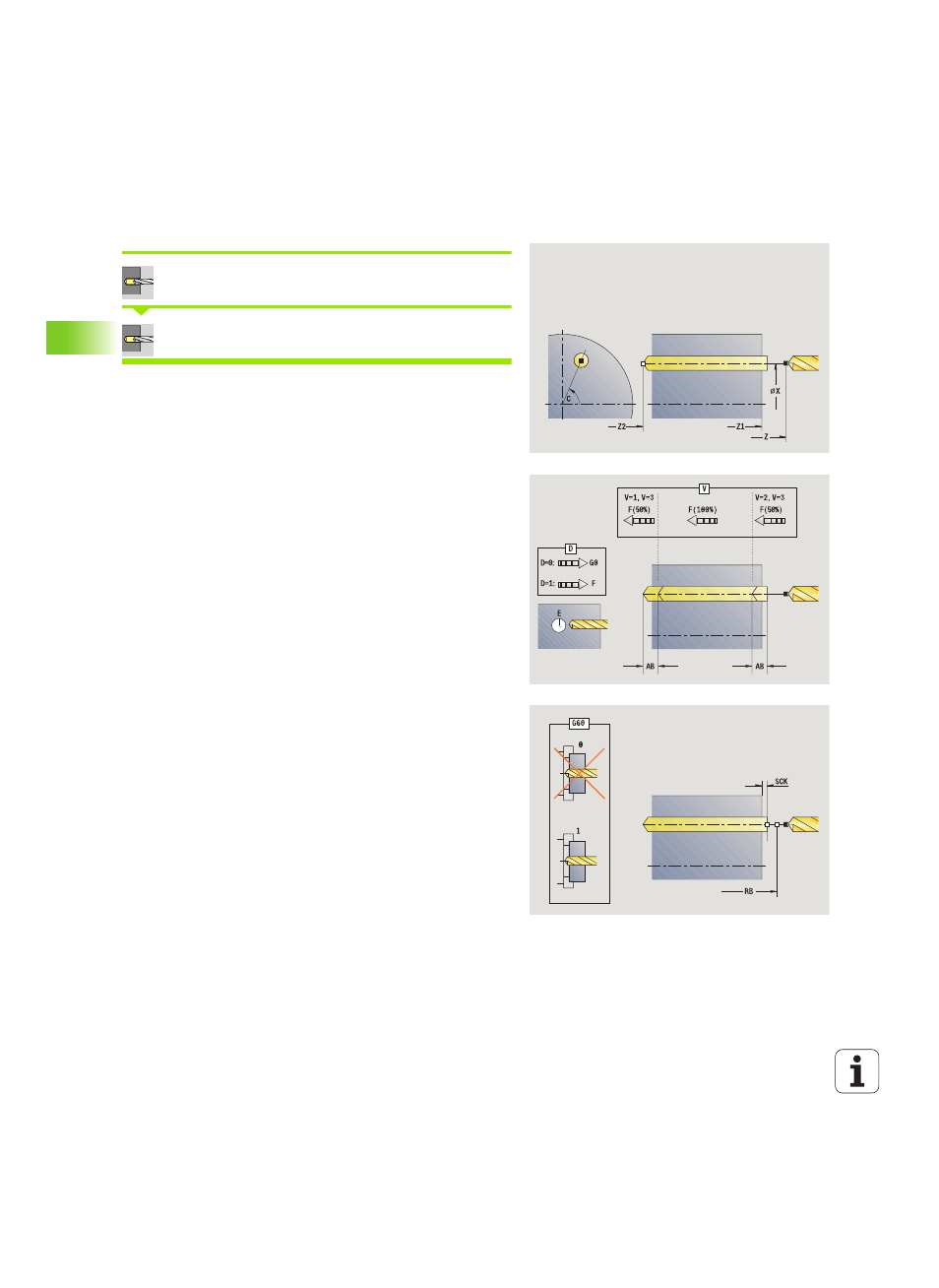
X, Z
Punto de partida
C
Ángulo de cabezal (posición del eje C)
Z1
Punto inicial del taladrar ( por defecto: Taladrar desde "Z")
Z2
Punto final de taladrado
E
Tiempo de permanencia (para el tallado libre en la base del
taladro)
(por defecto: 0)
D
Tipo retracción
0: Avance rápido
1: Avance
AB
Longitud del taladro y longitud de perforación (por defecto:
0)
V
Variantes de taladrado inicial y pasante (por defecto: 0)
0: Sin reducción del avance
1: Reducción del avance al final del taladrado
2: Reducción del avance al comienzo del taladrado
3: Reducción del avance al comienzo y al final del
taladrado
SCK
Distancia de seguridad (véase pág. 126)
G60
Deasactivar zona de protección para el proceso de taladrar
0: activo
1: no activo
G14
Punto de cambio de herramienta (véase pág. 126)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
BP
Duración de pausa: tiempo de interrupción del movimiento
de avance: Mediante el avance intermitente se rompe la
viruta.
BF
Duración de avance: intervalo de tiempo hasta la siguiente
pausa. Mediante el avance intermitente se rompe la viruta.