Mecanizado de acabado transversal – ampliado, 4 ciclos de ar ra nque de vir u ta (multipasada) – HEIDENHAIN SW 548328-05 Manual del usuario
Página 161
HEIDENHAIN MANUALplus 620
161
4.4 Ciclos de ar
ra
nque de vir
u
ta (multipasada)
Mecanizado de acabado transversal – Ampliado
Seleccionar Ciclos multipasada longitudinal/
transversal
Seleccionar Mecanizado transversal
Activar la softkey Ampliado
Activar la softkey Acabado
El ciclo realiza el acabado del segmento de contorno desde Punto
inicial del contorno
hasta Punto final del contorno.
La herramienta se detiene al final del ciclo.
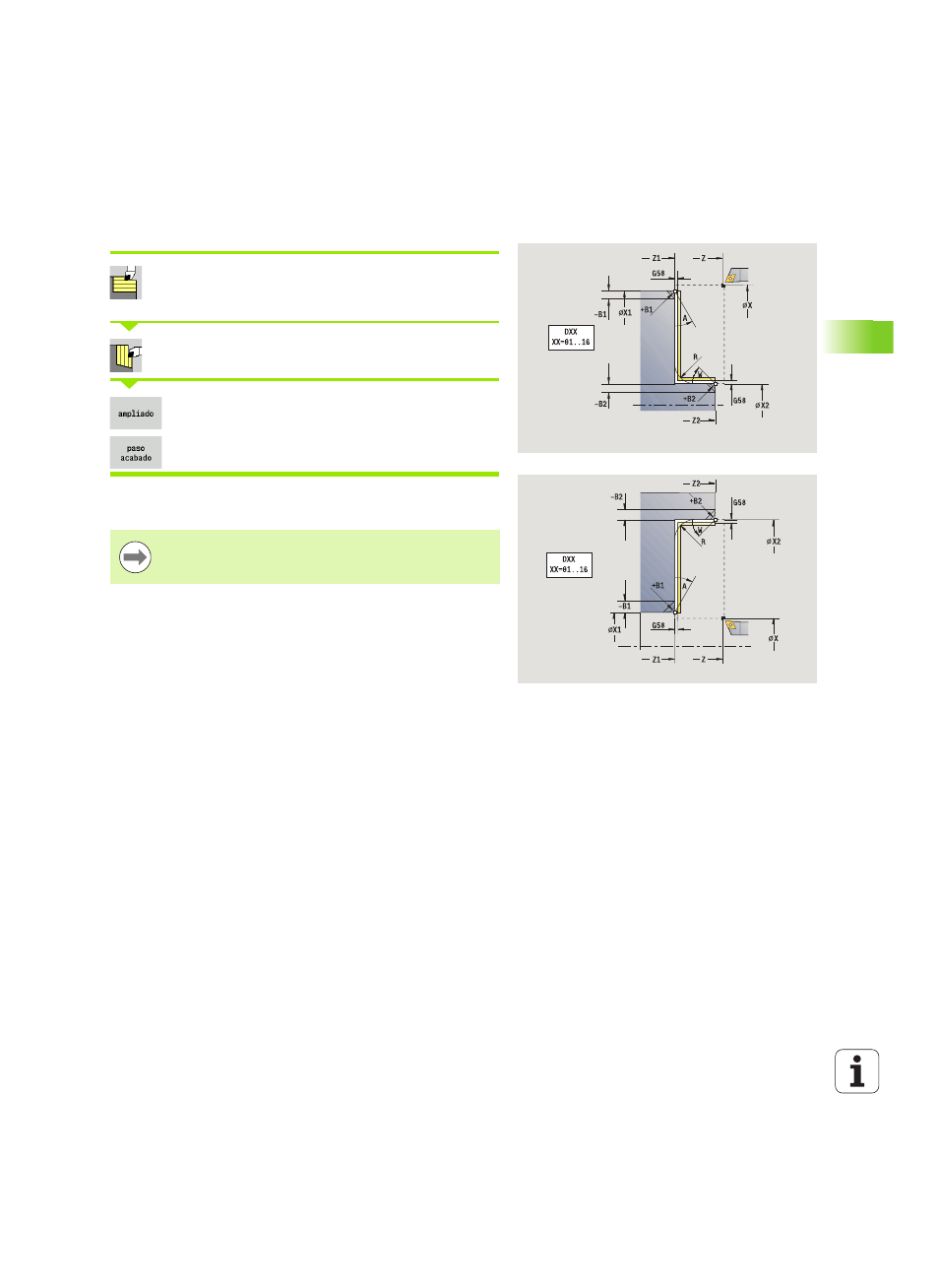
Parámetros de ciclo
X, Z
Punto de partida
X1, Z1
Punto inicial del contorno
X2, Z2
Punto final del contorno
A
Ángulo inicial (Rango: 0° < = < 90°)
W
Ángulo final (Rango: 0° < = W < 90°)
R
Redondeo
DXX
Número de corrección aditiva (1 - 16) (véase pág. 126)
G58
Sobremedida paralela al contorno
G47
Distancia de seguridad (véase pág. 126)
G14
Punto de cambio de herramienta (véase pág. 126)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
B1, B2
Bisel/Redondeo (B1 Inicio del contorno; B2 final del
contorno)
B>0: Radio del redondeo
B<0: Anchura del bisel
MT
M después de T: función M que se ejecuta después de la
llamada a herramienta T.
MFS
M al comienzo: función M que se ejecuta al comienzo del
paso de mecanizado.