Mecanizado, icp-paralelo contorno long, 4 ciclos de ar ra nque de vir u ta (multipasada) – HEIDENHAIN SW 548328-05 Manual del usuario
Página 178
178
Programación de ciclos
4.4 Ciclos de ar
ra
nque de vir
u
ta (multipasada)
Mecanizado, ICP-Paralelo contorno long.
Seleccionar Ciclos multipasada longitudinal/
transversal
Paralelo al contorno ICP, longitudinal
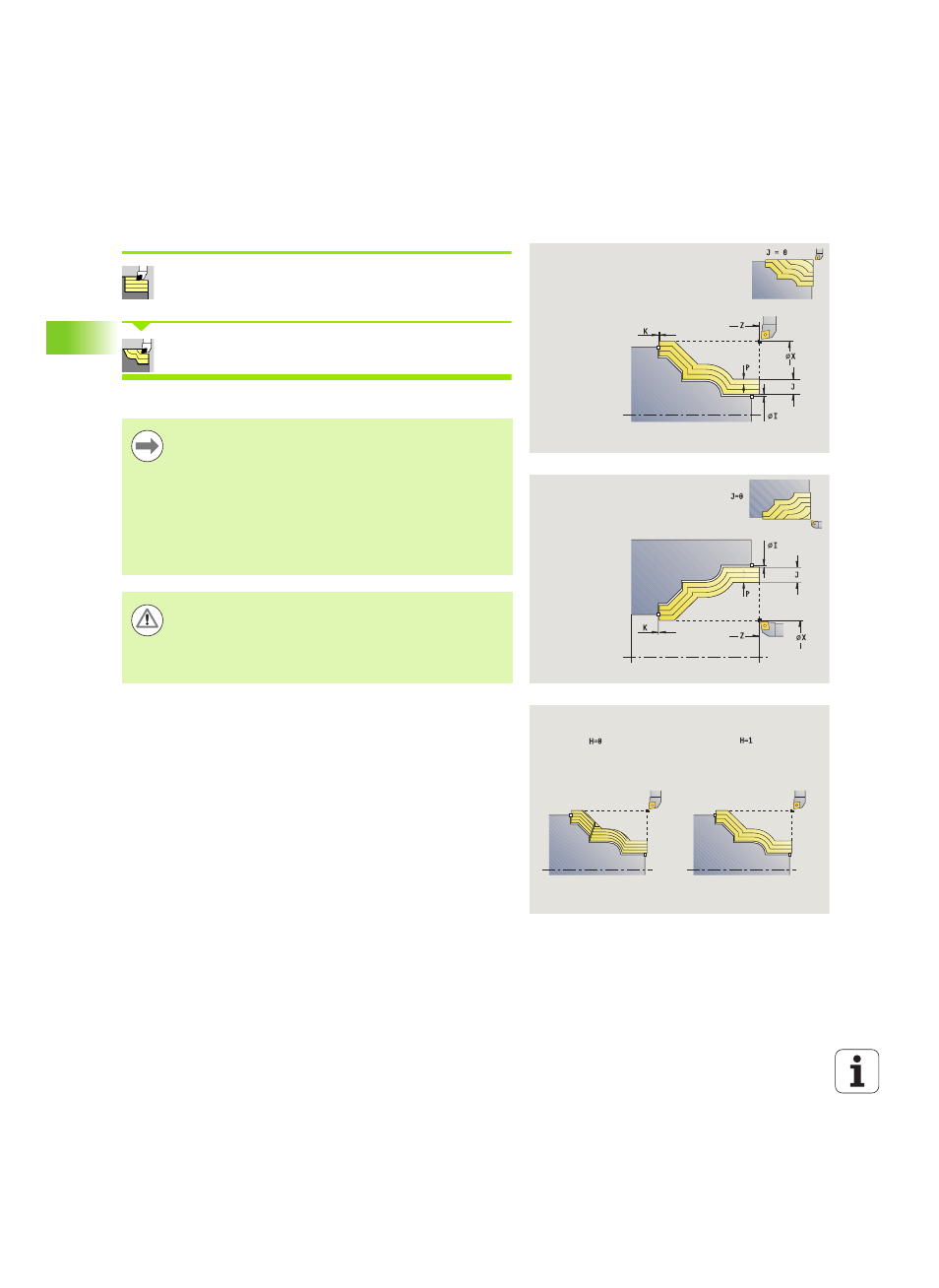
El ciclo desbasta la zona definida en paralelo al contorno.
El ciclo desbasta en paralelo al contorno en función de la
sobremedida J
y tipo de líneas de corte H:
J=0: la zona descrita por "X, Z" y el contorno ICP
teniendo presentes las sobremedidas.
J>0: la zona descrita por el contorno ICP (más
sobremedidas) y la sobremedida de la pieza en
bruto J
.
La herramienta profundiza con el ángulo máx. posible, el
material restante se queda.
¡Atención Peligro de colisión!
Sobremedida de la pieza en bruto J>0: Utilice como
profundidad de alimentación P
la alimentación menor
cuando las alimentaciones máximas en las direcciones
longitudinal y transversal sean diferentes.
Parámetros de ciclo
X, Z
Punto de partida
FK
Pieza acabada ICP: Nombre del contorno que se desea
mecanizar
P
La profundidad de alimentación se devalúa en función de
"J"
J=0: P es la profundidad de alimentación máxima. El
ciclo reduce la profundidad de alimentación cuando la
alimentación programada no es posible en dirección
longitudinal o transversal debido a la geometría de corte.
J>0: P es la profundidad de alimentación. Esta
alimentación se utiliza en dirección longitudinal y
transversal.
H
Tipo de líneas de corte – el ciclo se mecaniza
0: con profundidad de corte constante
1: con líneas de corte equidistantes
I, K
Sobremedida X, Z