6 ciclos de r o scado y entalladur a – HEIDENHAIN SW 548328-05 Manual del usuario
Página 272
272
Programación de ciclos
4.6 Ciclos de r
o
scado y entalladur
a
Tipo de mecanizado para acceso a la base de datos tecnológicos:
Roscado a cuchilla
Combinaciones de parámetros para el ángulo cónico:
X1/Z1, X2/Z2
X1/Z1, Z2, W
Z1, X2/Z2, W
Ejecución del ciclo
1
calcula la subdivisión del corte
2
se desplaza al Punto inicial del roscado X1, Z1
3
se desplaza con el avance activo hasta el Punto final Z2, teniendo
en cuenta el Ángulo de salida WE
4
regresa en paralelo a los ejes y realiza la alimentación para el
siguiente filete de rosca
5
se repite 3...4 para todos los filetes de rosca
6
alimenta la herramienta, teniendo en cuenta la profundidad de
corte reducida
y el ángulo de alimentación A para el siguiente
corte
7
se repite 3...6, hasta que se haya alcanzado el Número de filetes
D
y la Profundidad U
8
se desplaza conforme al ajuste G14 al punto de cambio de
herramienta
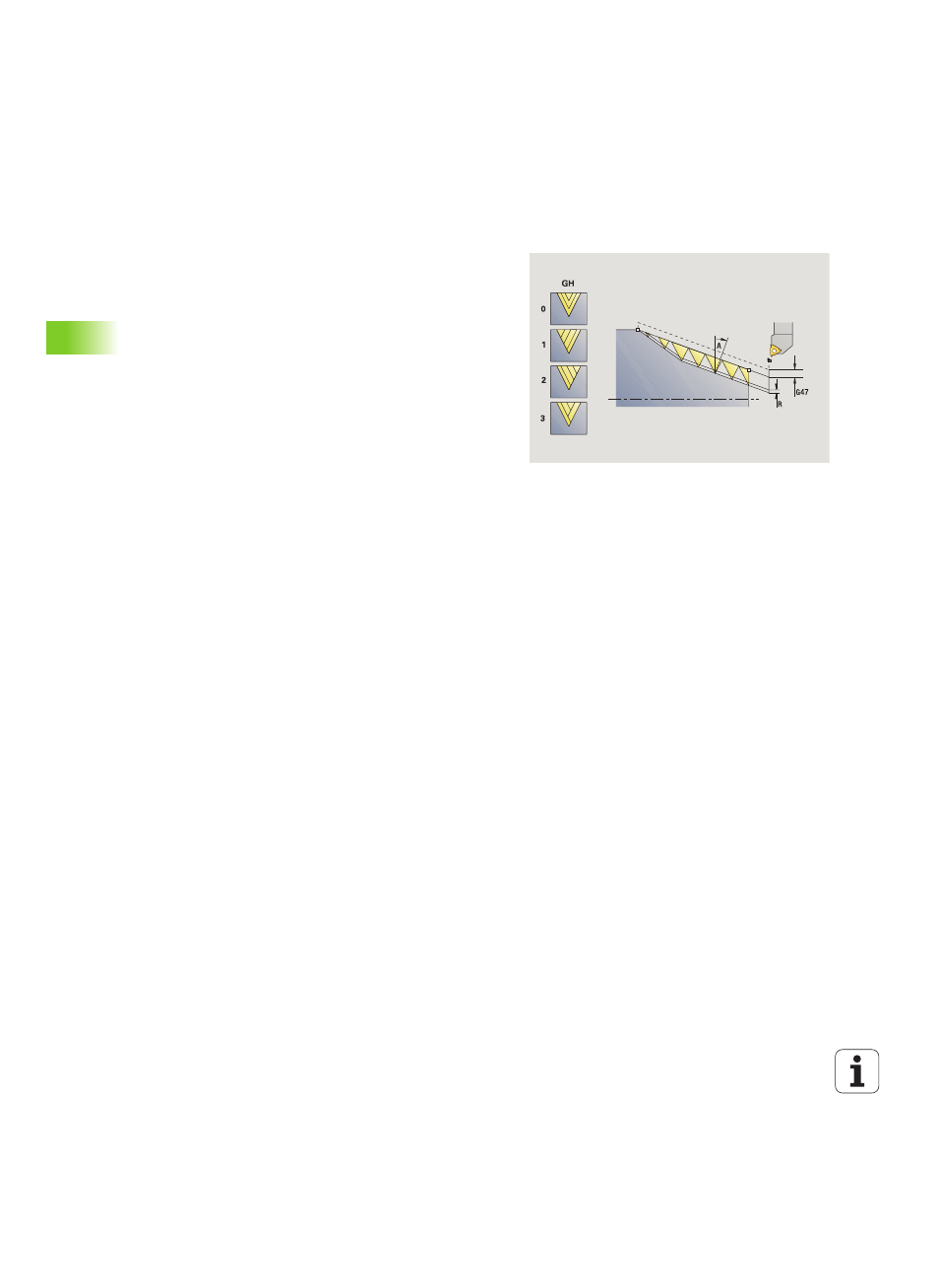
GH
Tipo de desviación
0: sin decalaje
1: desde izquierda
2: desde derecha
3: alternando izquierda/derecha
A
Ángulo de aproximación (campo: -60° < A < 60°; por
defecto: 30°)
A<0: Alimentación por el flanco izquierdo
A>0: Alimentación por el flanco derecho
R
Profundidad de corte de material restante - sólo cuando
GV=4 (por defecto: 1/100 mm)
Q
Número de pasadas en vacío
MT
M después de T: función M que se ejecuta después de la
llamada a herramienta T.
MFS
M al comienzo: función M que se ejecuta al comienzo del
paso de mecanizado.
MFE
M al final: función M que se ejecuta al final del paso de
mecanizado.
WP
Indicación de con que cabezal de la pieza se desarrolla el
ciclo (dependiente de la máquina)
Accionamiento principal
Contracabezal para el mecanizado de la cara posterior