6 - penetrar, 6 p a rámetr os de mecanizado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 601
CNC PILOT 4290 de HEIDENHAIN
599
7.
6 P
a
rámetr
os de mecanizado
6 - Penetrar
Penetración de contornos - aproximación y salida
Los movimientos de aproximación y salida se realizan en marcha
rápida (G0).
Penetrar - selección de herramientas, demasías
Aproximación y salida
Aproximación penetración exterior [ANESA]
Aproximación penetración interior [ANESI]
Salida penetración exterior [ABESA]
Salida penetración interior [ABESI]
Aproximación penetración de contornos exterior [ANKSA]
Aproximación penetración de contornos interior [ANKSI]
Salida penetración de contornos exterior [ABKSA]
Salida penetración de contornos interior [ABKSI]
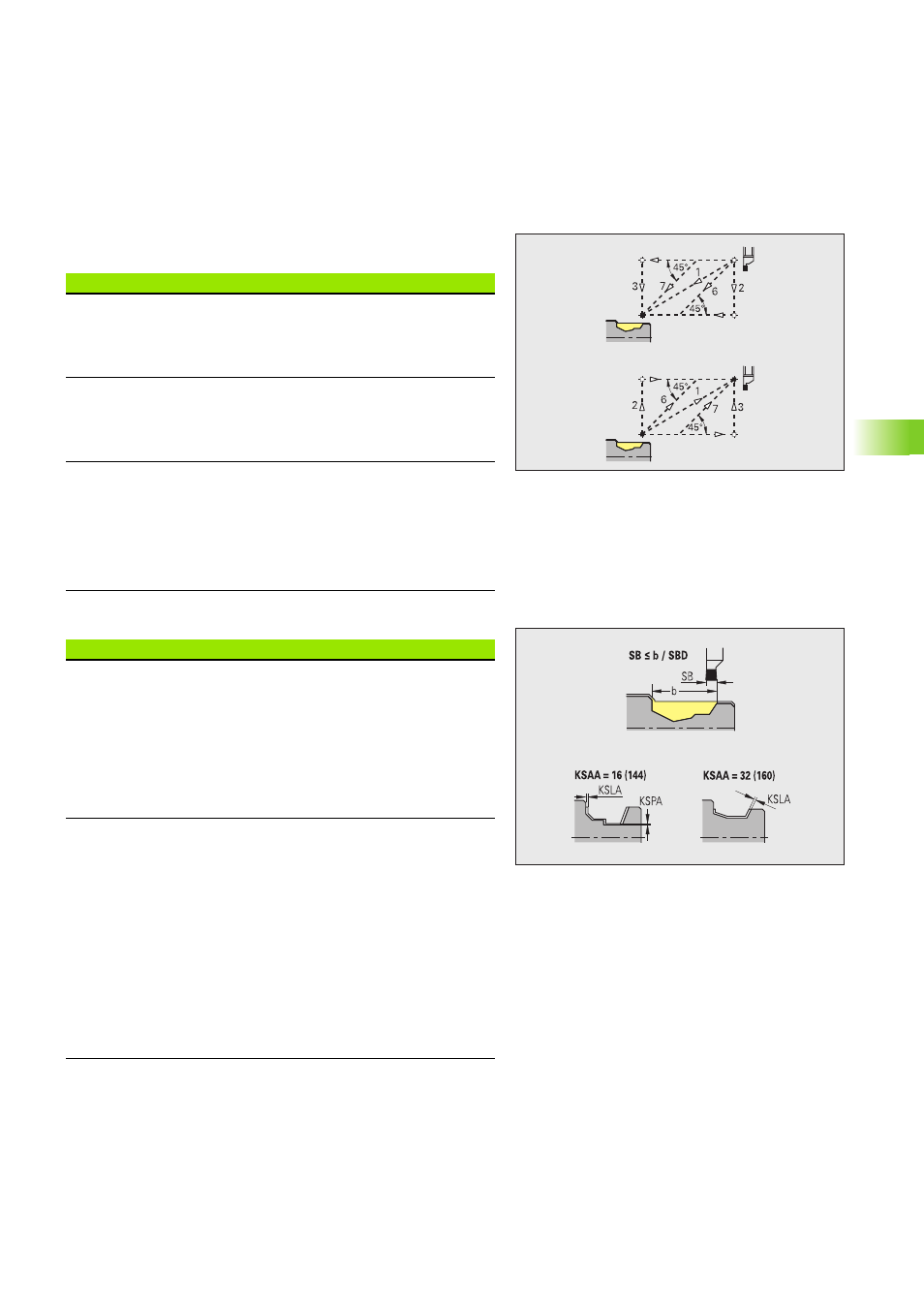
Estrategia de aproximación/salida:
1: dirección X y Z simultáneamente
2: primero dirección X, luego Z
3: primero dirección Z, luego X
6: movimiento acoplado, dirección X antes de Z
7: movimiento acoplado, dirección Z antes de X
Selección de herramienta, sobremedidas
Divisor de ancho de penetración [SBD]
Si en el tipo de mecanizado penetración de contorno sólo
existen elementos lineales, pero ningún elemento paralelo al
eje en la base de la penetración, la selección de la herramienta
se efectúa en base al "divisor de ancho de penetración SDB".
SB <= b / SBD
(SB: ancho de la herramienta de profundizar; b: anchura del
campo de mecanizado)
Tipo de sobremedida [KSAA]
Al campo de penetración a mecanizar se le pueden asignar
demasías. Si están definidas demasías, se profundiza la
garganta y en un segundo paso se realiza el acabado.
Introducciones:
16: sobremedida longitudinal/plana distinta - ninguna
sobremedida individual
144: sobremedida longitudinal/plana distinta - ninguna
sobremedida individual
32: sobremedida equidistante - ninguna sobremedida
individual
160: sobremedida equidistante - con sobremedidas
individuales