Ciclos de mecanizado, 2 indicaciones sobr e la pr ogr amación – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 123
CNC PILOT 4290 de HEIDENHAIN
123
4.2 Indicaciones sobr
e la pr
ogr
amación
Ciclos de mecanizado
HEIDENHAIN recomienda programar un ciclo de mecanizado con los
siguientes pasos:
Cambio de herramienta
Definir datos de corte
Posicionar la herramienta delante de la zona a mecanizar
Definir distancia de seguridad
Llamada al ciclo
Retirar la herramienta
Desplazarse al punto de cambio de herramienta
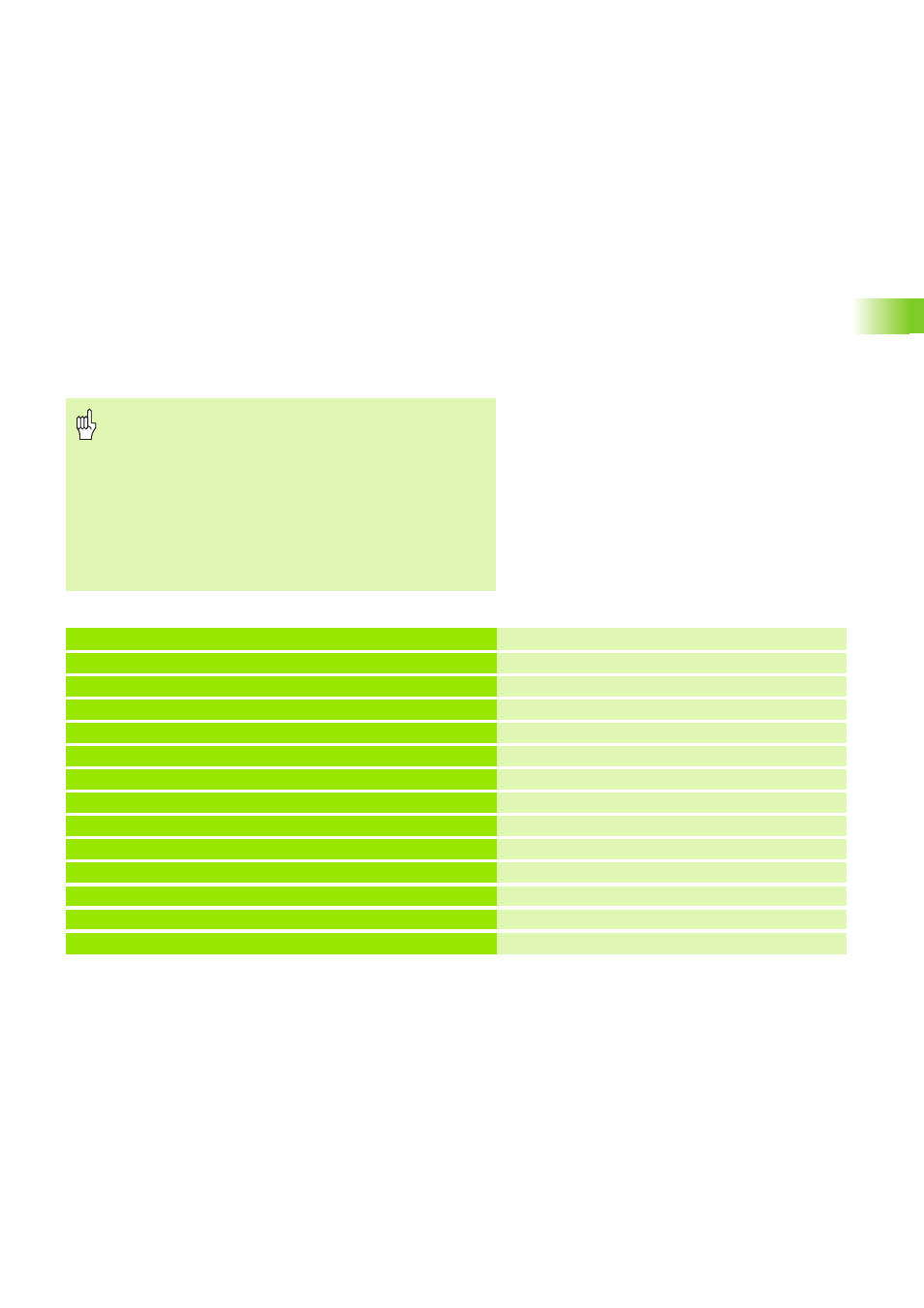
Estructura típica de un ciclo de mecanizado
¡Atención: Peligro de colisión!
Si con miras a una optimización se omiten pasos de la
programación de ciclos, tener presentes los siguientes
detalles:
Un avance especial sigue siendo válido hasta la
siguiente orden de avance (ejemplo: avance de acabado
en ciclos de profundización).
Algunos ciclos vuelven en diagonal al punto de partida si
usted utiliza la programación estándar (Ejemplo: ciclos
de desbaste).
. . .
MECANIZADO
N.. G59 Z..
Decalaje del punto cero
N.. G26 S..
Definir limite de velocidad de giro
N.. G14 Q..
Desplazarse al punto de cambio de herramienta
. . .
N.. T..
Cambio de herramienta
N.. G96 S.. G95 F.. M4
Definir datos tecnológicos
N.. G0 X.. Z..
Posicionamiento previo
N.. G47 P..
Definir distancia de seguridad
N.. G810 NS.. NE..
Llamada al ciclo
N.. G0 X.. Z..
Si es preciso: retirada
N.. G14 Q0
Desplazarse al punto de cambio de herramienta
. . .