Fresado de contornos - desbaste/acabado (g840) – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 531
CNC PILOT 4290 de HEIDENHAIN
529
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
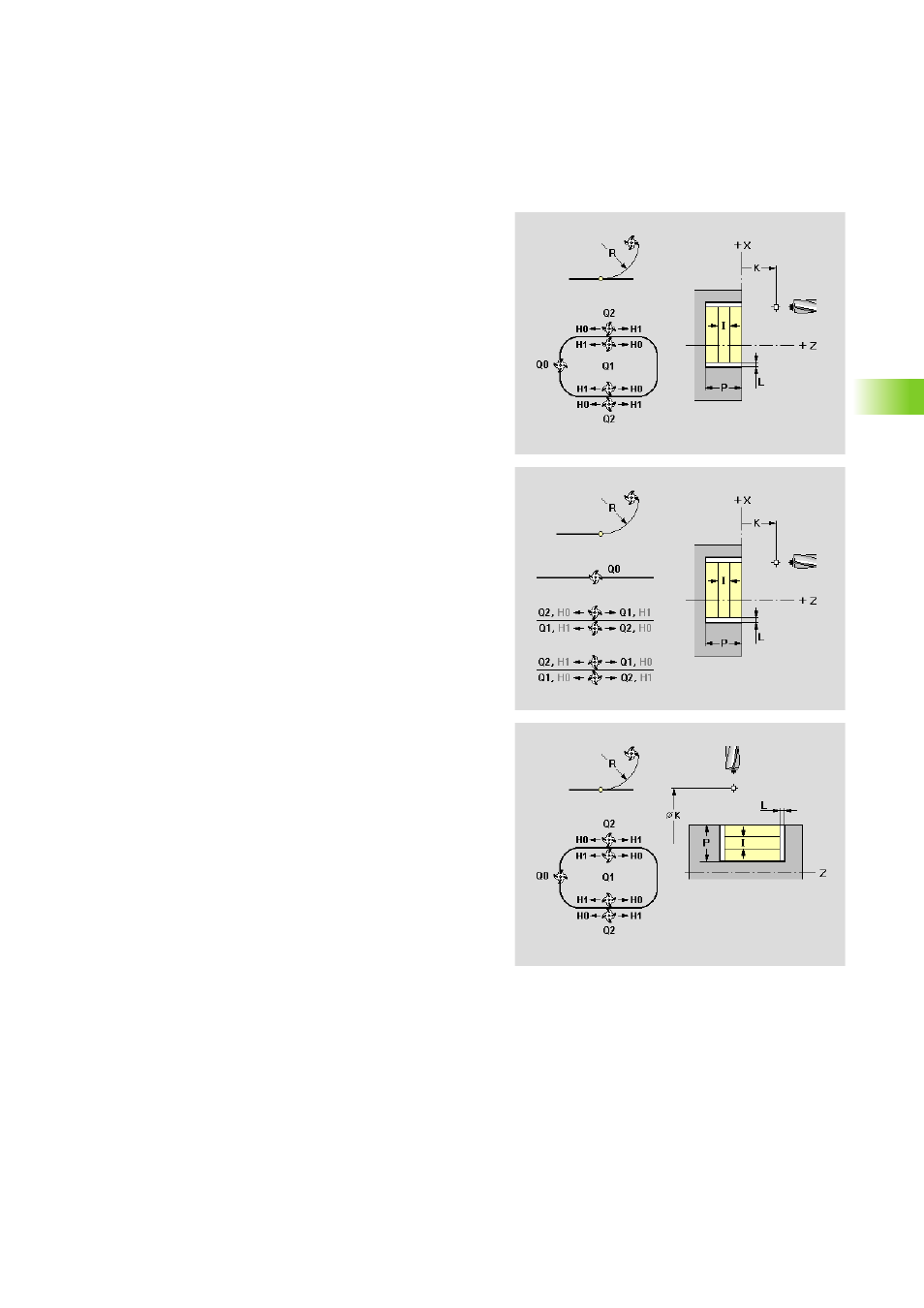
Fresado de contornos - desbaste/acabado (G840)
La GIPT genera el ciclo G840 para el contorno seleccionado abierto o
cerrado con los siguientes parámetros.
Parámetros
K
Plano de retroceso (por defecto: vuelta a la posición de partida)
Superficie frontal/ posterior: posición en dirección Z
Superficie envolvente: posición en dirección X (cota del
diámetro)
Q
Lugar de fresado
Q=0: punto central del fresado sobre el contorno
en contorno cerrado:
Q=1: fresado interior
Q=2: fresado exterior
en contorno abierto:
Q=1: a la izquierda del contorno (referencia: en dirección
del mecanizado)
Q=2: a la derecha del contorno (referencia: en dirección del
mecanizado)
H
Dirección de desarrollo del fresado
H=0: En contra del avance
H=1: A favor del avance
R
Radio de entrada
R=0: se recorre directamente el elemento del contorno
R>0: radio de entrada/salida, el cual se conecta
tangencialmente al elemento del contorno
R<0 en esquinas interiores: radio de entrada/salida, el cual se
conecta tangencialmente al elemento del contorno
R<0 en esquinas exteriores: la aproximación/el alejamiento
al/del elemento de contorno se realiza tangencialmente
P
Profundidad de fresado (sobreescribe la "profundidad" de la
definición del contorno)
I
Aproximación máxima (por defecto: fresado en una
aproximación)