6 p a rámetr os de mecanizado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 600
598
7.
6 P
a
rámetr
os de mecanizado
Acabado - tolerancias de herramienta
Los movimientos de aproximación y salida se realizan en marcha
rápida (G0).
Acabado - análisis de mecanizado
Aproximación y salida
Aproximación acabado exterior [ANFA]
Aproximación acabado interior [ANFI]
Salida acabado exterior [ABFA]
Salida acabado interior [ABFI]
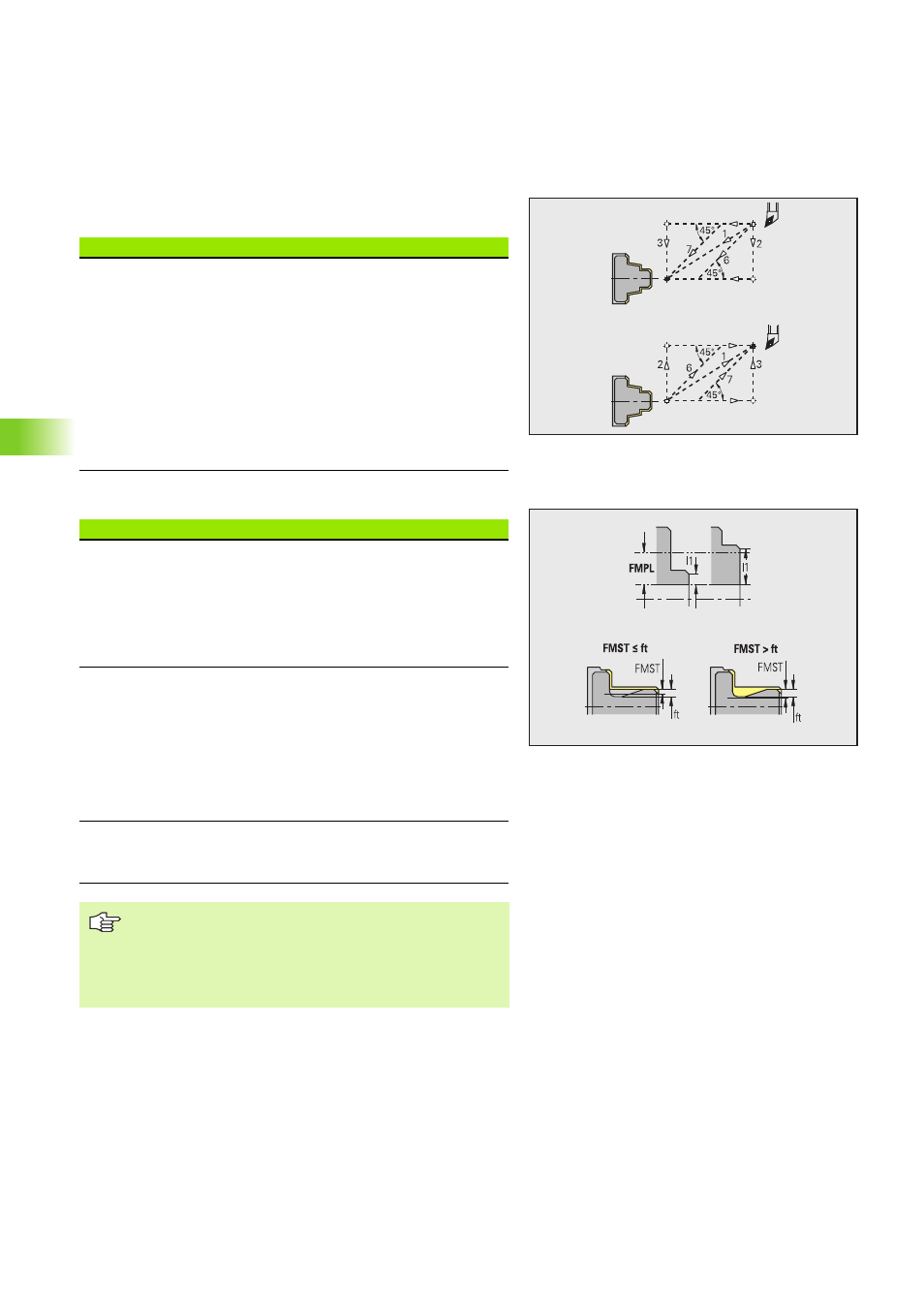
Estrategia de aproximación/salida:
1: dirección X y Z simultáneamente
2: primero dirección X, luego Z
3: primero dirección Z, luego X
6: movimiento acoplado, dirección X antes de Z
7: movimiento acoplado, dirección Z antes de X
Análisis del mecanizado
Longitud plana mínima [FMPL]
TURN PLUS revisa el elemento delantero del contorno exterior
a acabar. Es válido:
sin contorno interior: siempre con corte transversal extra
con contorno interior - FMPL > l1: sin corte transversal extra
con contorno interior - FMPL < l1: con corte transversal extra
Profundidad de corte de acabado máxima [FMST]
FMST define la profundidad de penetración admisible para
entalladuras no mecanizadas. El ciclo de acabado (G890) decide
en base a estos parámetros si se mecanizan entalladuras
(forma E, F, G) en el proceso de acabado del contorno. Es
válido:
FMST > ft: con tallado libre (ft: profundidad del tallado libre)
FMST <= ft: sin tallado libre
Número de revoluciones en bisel o redondeo [FMUR]
El avance se reduce, hasta que como mínimo se realizan los
giros FMUR (evaluación: ciclo de acabado G890).
Para FMPL es válido:
El corte transversal extra se realiza de fuera hacia
dentro.
La "desviación angular plana PWA" no influye en el
análisis de los elementos transversales.