Agrandar taladro, avellanar g72, 23 ciclos de taladr ado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 248
248
4.23 Ciclos de taladr
ado
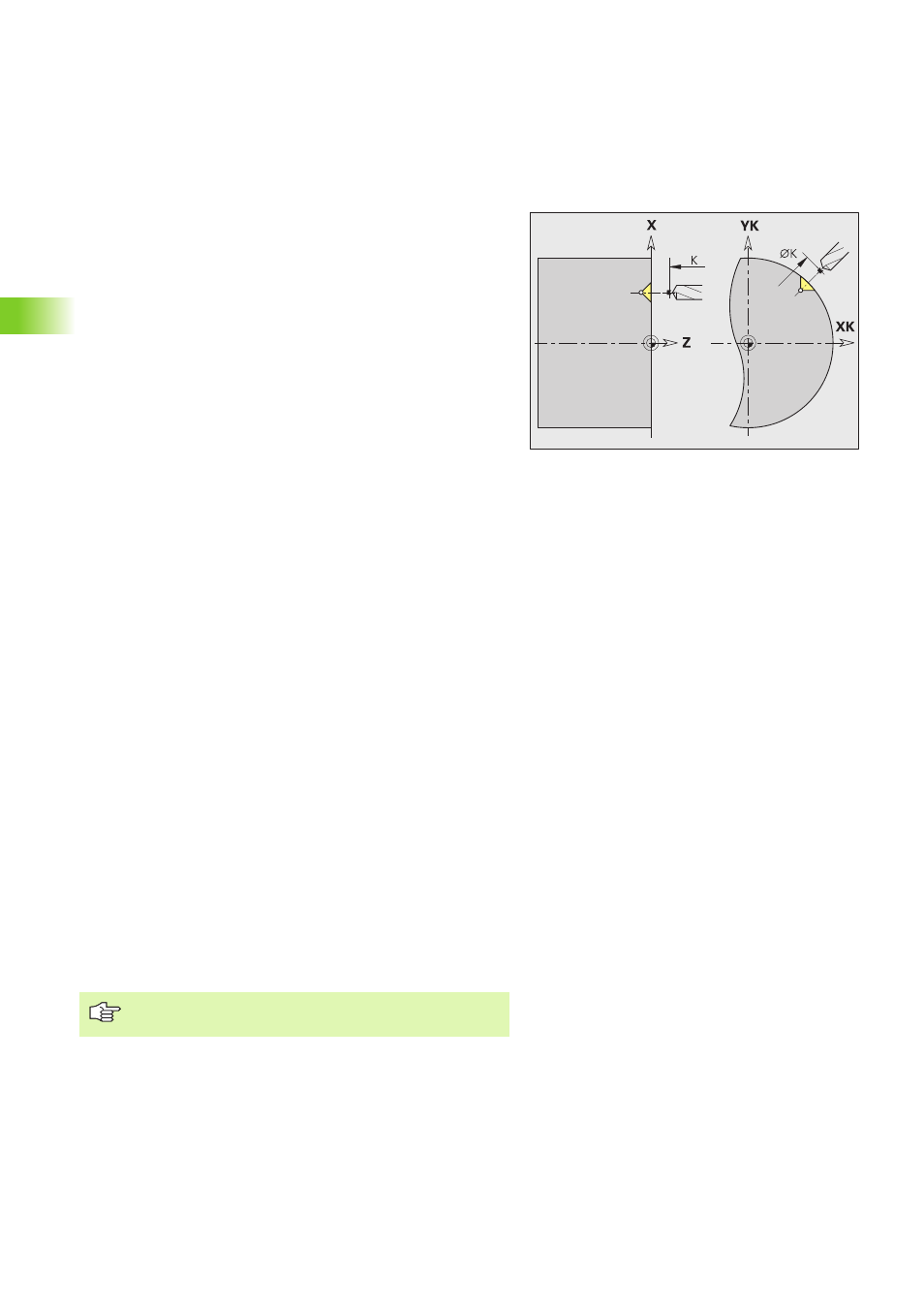
Agrandar taladro, avellanar G72
G72 se emplea para taladros con descripción del contorno (taladro
individual o patrón de taladros) Utilizar G72 para las siguientes
funciones de taladrado axial/radial con herramientas fijas o
motorizadas:
Agrandar taladro
Avellanado
Escariado
Taladrado inicial NC
Centrado
Parámetros
NS
Número de bloque del contorno. Referencia al contorno de
taladrado (G49-, G300- o G310-Geo)
E
Tiempo de espera para la rotura de viruta en el fondo del
taladro (en segundos) - (por defecto: 0)
D
Velocidad de retroceso - (por defecto: 0)
D=0: avance rápido
D=1: avance programado
K
Plano de retroceso (taladrados radiales, taladrados en el plano
YZ: cota de diámetro) - (por defecto: a la posición de partida o
bien a la distancia de seguridad)
H1
A partir del software versión 625 952-04:
Freno de cabezal (H1 se evalúa si en el parámetro de máquina
1019, ... se ha registrado el freno) - por defecto = 0
0: activar freno de cabezal
1: no activar freno de cabezal
Desarrollo del ciclo
1
Se desplaza en marcha rápida al "punto inicial" dependiendo de "K":
K sin programar: se desplaza hasta la distancia de seguridad
K programada: se desplaza a la posición "K" y después a la
distancia de seguridad
2
Realiza el taladrado inicial con reducción del avance (50 %).
3
Continúa con el avance programado hasta el fondo del taladro.
4
Retroceso, en función de "D", con avance rápido/avance.
5
La posición de retroceso depende de "K":
K no programada: retroceso al "punto de partida"
K programada: retroceso a la posición "K"
Patrón de taladros: "NS" apunta al contorno de taladrado y
no a la definición del patrón.