Rosca con recorrido individual g33, 22 ciclos de r o scado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 244
244
4.22 Ciclos de r
o
scado
Rosca con recorrido individual G33
G33 realiza un único corte de roscado. La dirección de la rosca con
recorrido individual puede ser cualquiera (rosca longitudinal, cónica o
transversal; roscado interior o exterior). Programando varias G33
consecutivas se genera una rosca concatenada.
Posicionar la herramienta en un punto situado una distancia antes de
la rosca igual a la "longitud de aceleración B" cuando el carro deba
acelerar a la velocidad de avance. Y tener en cuenta la "longitud de
rebasamiento P" antes del "punto final de la rosca", cuando el carro
deba decelerar.
Longitud de aceleración B: Antes del comienzo de la rosca
propiamente dicha, el carro necesita un recorrido inicial para acelerar a
la velocidad de avance programada.
Longitud de rebasamiento P: el carro necesita un rebasamiento al
final de la rosca para poder frenar. Tener presente que el recorrido en
paralelo a los ejes "P" se recorre también en el caso de una salida de
rosca en dirección oblicua.
Si se realiza la rosca con control previo, el CNC PILOT verifica la
longitud inicial y de sobrepaso. Si los recorridos son más cortos, de lo
que se representan en la siguiente fórmula, el control emite un aviso.
Las longitudes mínimas de aceleración y rebasamiento se calculan en
base a la siguiente fórmula.
Ejemplo: G33
. . .
N1 T5 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G33 X120 Z-80 F1.5 [rosca con recorrido
individual]
N4 G33 X140 Z-122.5 F1.5
N5 G0 X144
. . .
Parámetros
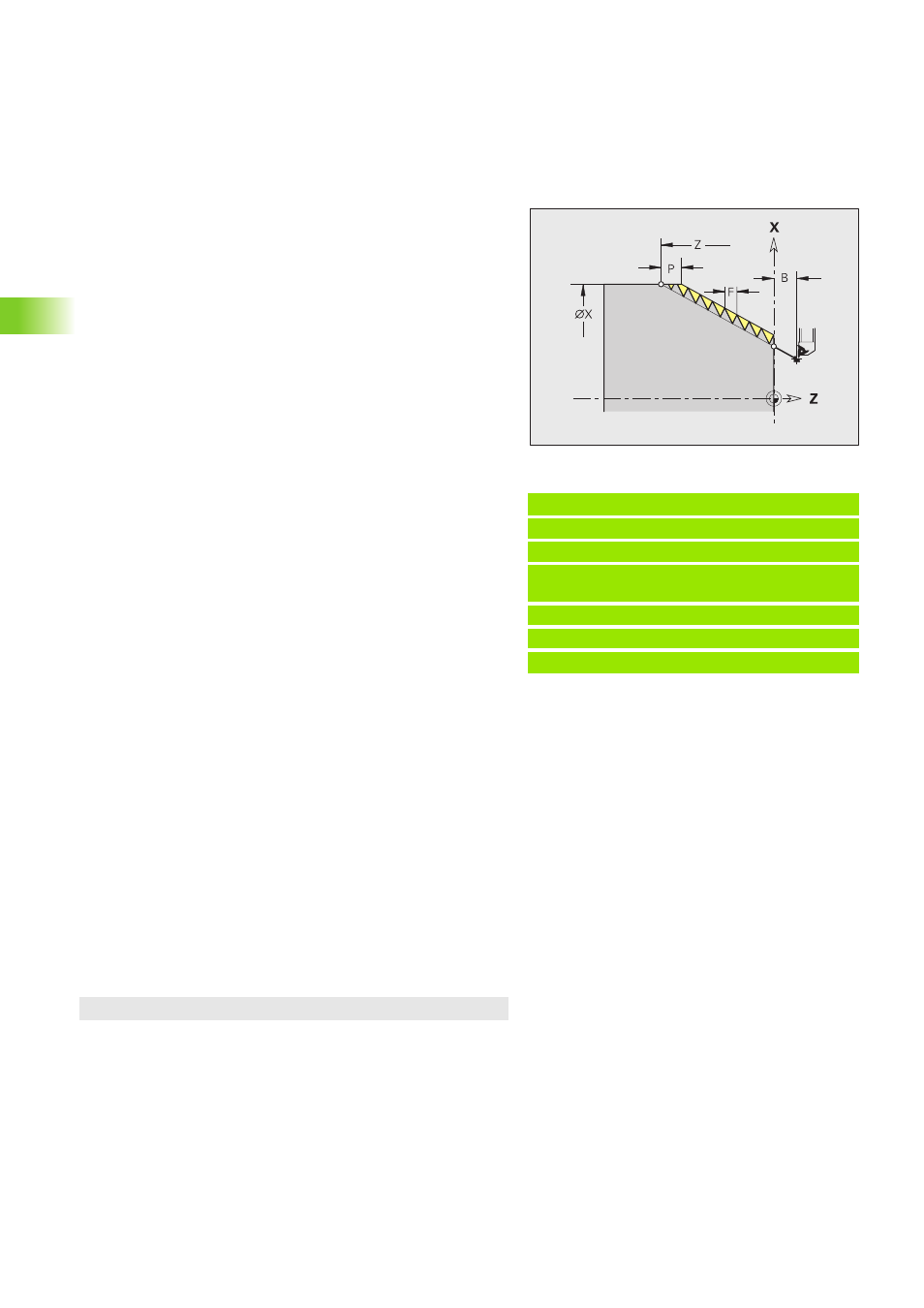
X
Punto final de la rosca (cota de diámetro)
Z
Punto final de la rosca
F
Avance por vuelta (paso de roscado)
B
Longitud de marcha por inercia (longitud del recorrido de
aceleración) - por defecto : 0
P
Longitud de sobrepaso (longitud del recorrido de frenado) - por
defecto : 0
C
Ángulo inicial (el comienzo de la rosca está definido respecto
a elementos de contorno sin simetría de revolución) - (por
defecto: 0)
Q
Número del cabezal
H
Dirección de referencia para el paso de rosca (por defecto: 0)
H=0: Avance en eje Z para roscas longitudinales y cónicas
hasta máximo +45º/-45º respecto al eje Z
H=1: Avance en eje X para roscas transversales y cónicas
hasta máximo +45º/-45º respecto al eje X
H=3: Avance programado
E
Paso variable (por defecto: 0)
E=0: paso constante
E>0: aumenta el paso por revolución en E
E<0: disminuye el paso por revolución en E
Smooth-Threading desactivado
Longitud inicial: B = 0,75 * (F*S)² / a + 0,15
Longitud de sobrepaso: P = 0,75 * (F*S)² / e + 0,15