Roscado con macho g36, 23 ciclos de taladr ado – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 250
250
4.23 Ciclos de taladr
ado
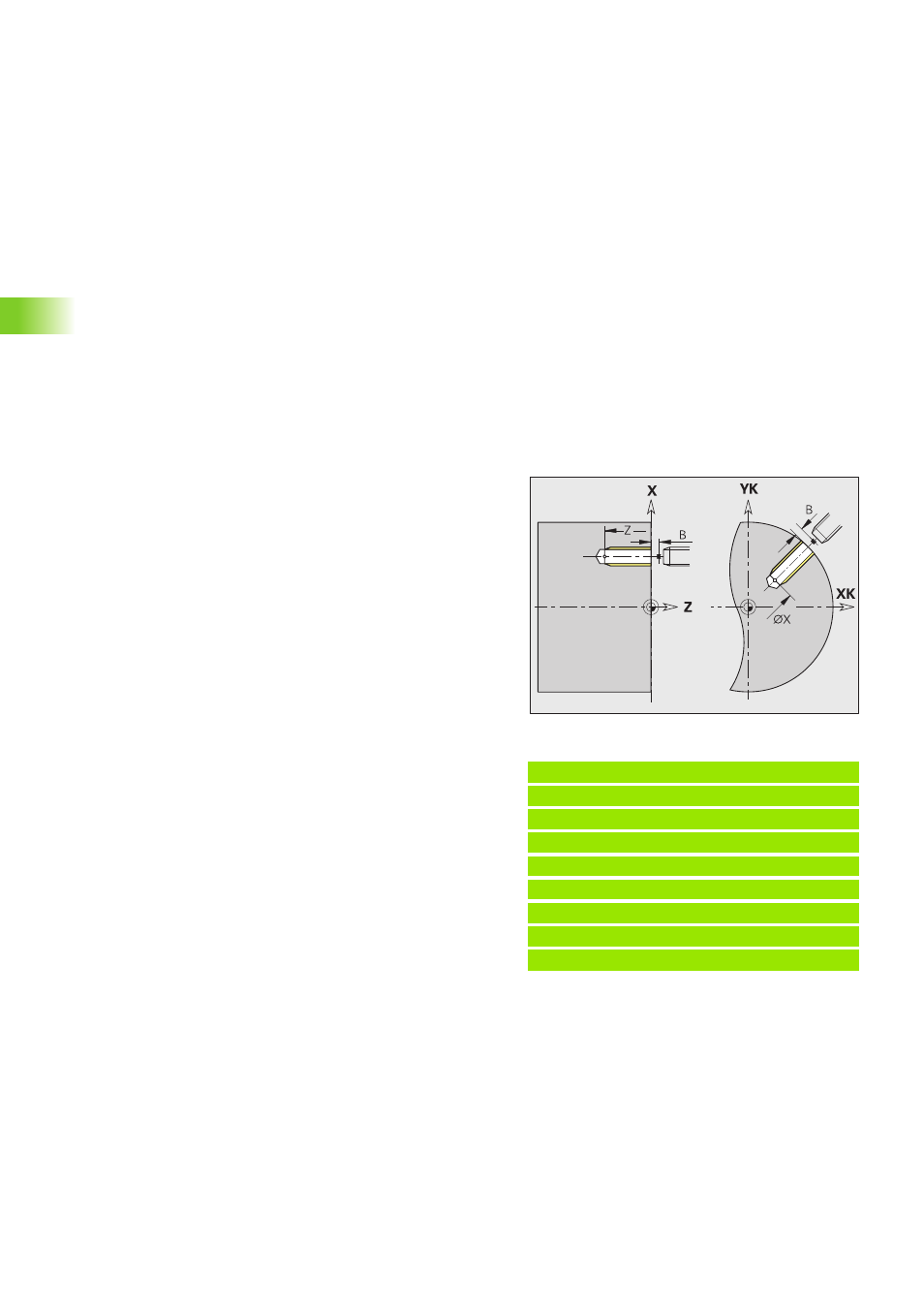
Roscado con macho G36
G36 realiza roscados axiales/radiales con herramientas fijas o
motorizadas. G36 decide en base a "X/Z", si el taladro a realizar es radial
o axial.
Antes de G36, es preciso desplazarse al punto de partida. Después del
roscado con macho G36, regresa al punto de partida.
Desarrollo del ciclo
1
Se desplaza con avance rápido al "punto de partida":
K sin programar: desplazamiento directo al "punto inicial"
K programada: se desplaza a la posición "K" y después al "punto
inicial"
2
Se desplaza con avance a la "longitud de aceleración B"
(sincronización del cabezal y del accionamiento de avance).
3
Realiza el roscado.
4
Regresa con "velocidad de rotación de retroceso S":
K sin programar: al "punto inicial"
K programada: a la posición "K"
Ejemplo: G36
. . .
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0
[roscado]
. . .
Parámetros
X
Punto final del taladrado axial (cota de diámetro)
Z
Punto final del taladrado radial
F
Avance por revolución: paso de rosca
Q
Número del cabezal (por defecto: 0 - cabezal principal)
B
Longitud de aceleración para sincronización entre cabezal y
accionamiento de avance
H
Dirección de referencia para el paso de rosca (por defecto: 0)
H=0: Avance al eje Z
H=1: Avance al eje X
H=2: Avance al eje Y
H=3: Avance programado
S
Velocidad de retroceso (por defecto: velocidad del roscado
con macho)