HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 518
516
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
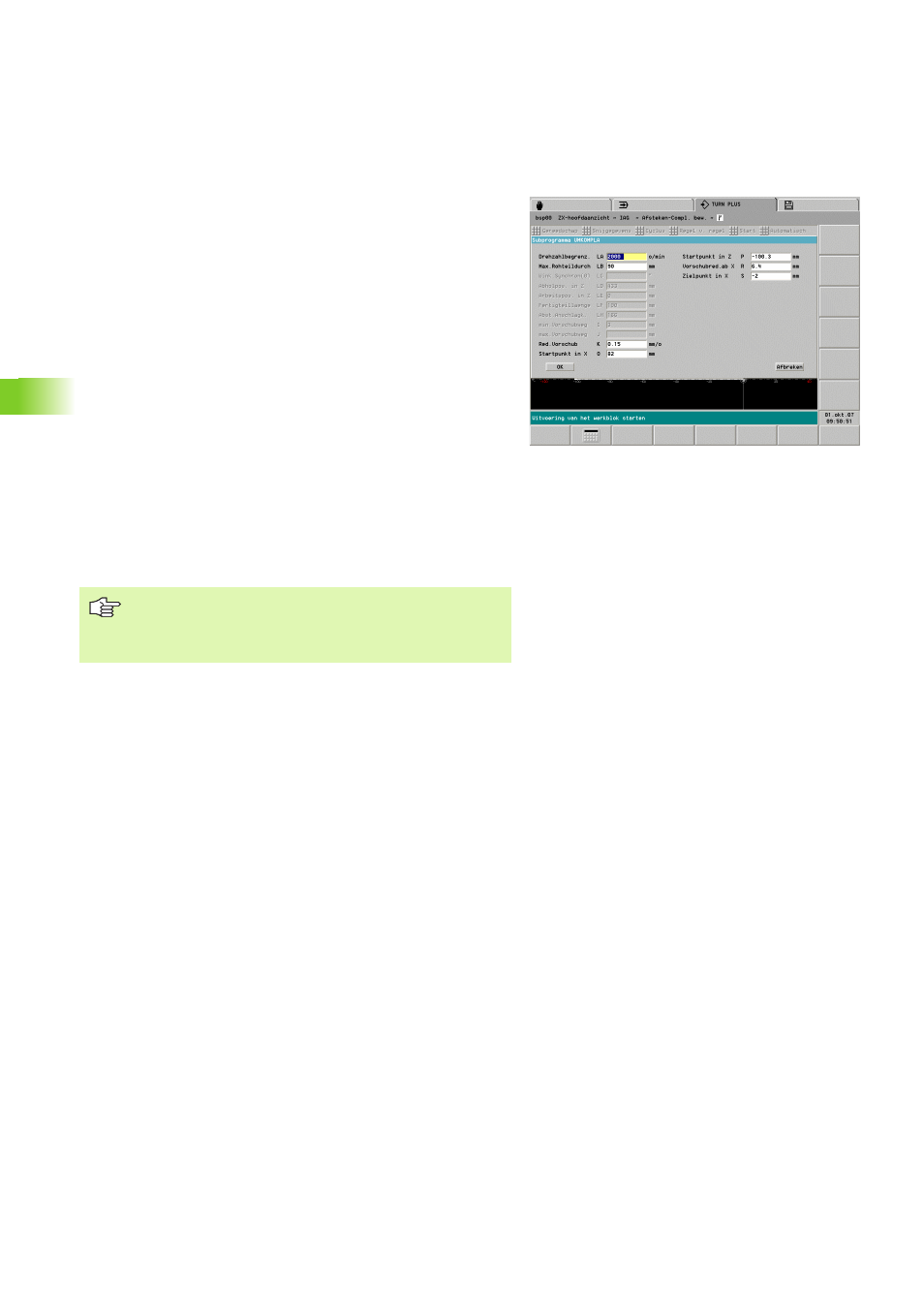
Programa experto "UMKOMPLA"
El programa experto introducido en "UP-UMKOMPLA" (parámetro de
mecanizado 21) tronza la pieza y la transmite al contrahusillo.
TURN PLUS introduce los parámetros calculados como valores
propuestos. Verificar o bien completar las entradas.
Parámetros (ejemplo)
LA
Limitación de velocidad para el proceso de tronzado
LB
Diámetro máximo de la pieza en bruto (valor propuesto: de la
descripción de la pieza)
K
Avance reducido para el proceso de tronzado
0: sin reducción del avance
>0: avance (reducido)
O
Punto inicial en X para el proceso de tronzado. (valor
propuesto: de la descripción de la pieza)
P
Punto inicial en Z para el proceso de tronzado (valor
propuesto: elemento vertical de la "selección")
R
Reducción del avance en X. A partir de esta posición se
desplaza con avance reducido.
S
Posición de destino en X. Posición final en el tronzado.
El fabricante de la máquina pone a disposición los
programas expertos. Averiguar el significado de los
parámetros y la ejecución del programa del manual de la
máquina.