Desbastado resto - longitudinal – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 507
CNC PILOT 4290 de HEIDENHAIN
505
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
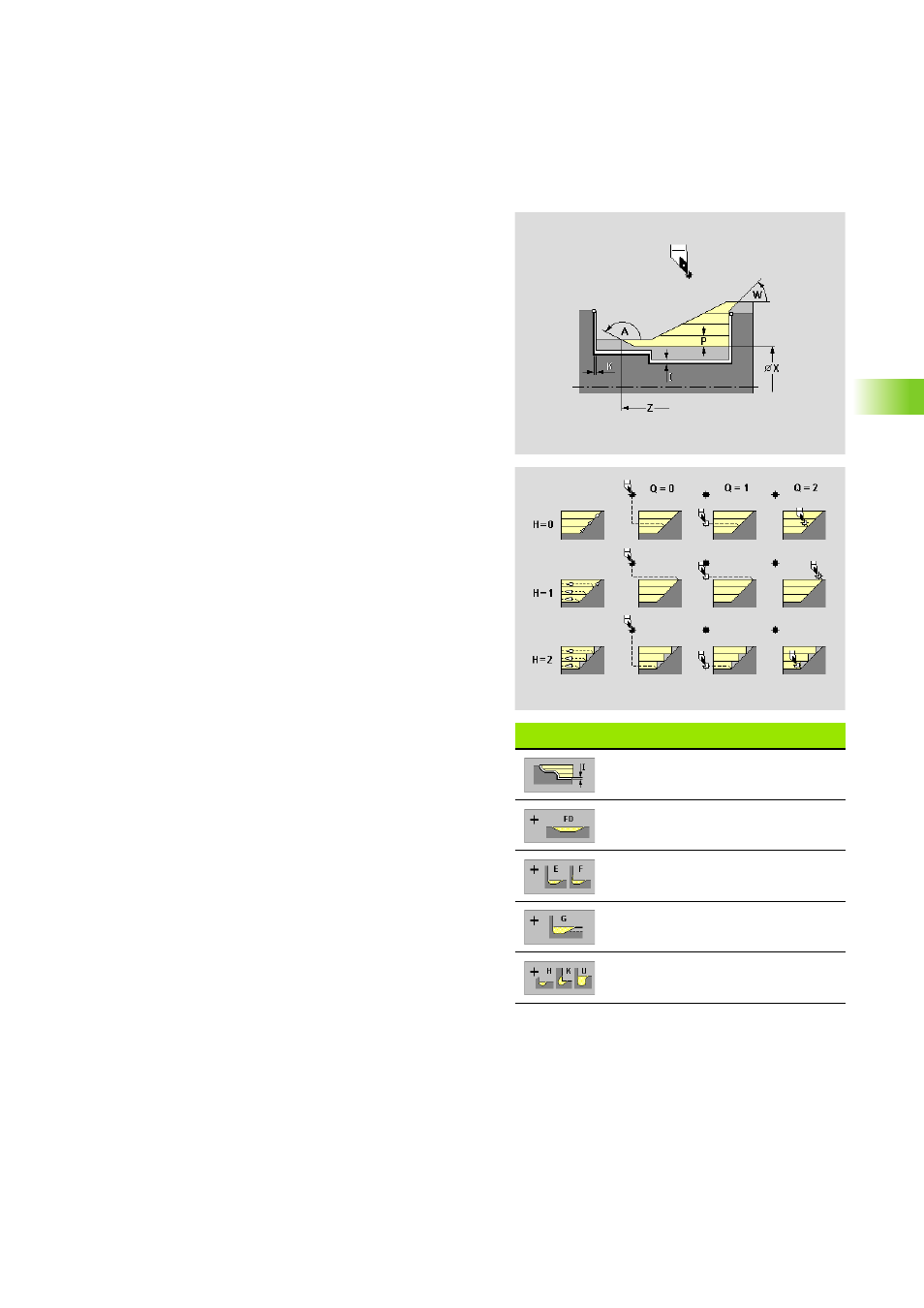
Desbastado resto - longitudinal
La GIPT genera el ciclo G810 para el "material restante".
Softkeys "Desbaste"
Sobremedida longitudinal/ constante
Mecanizar giro libre FD
Mecanizar giros libres E y F
Mecanizar giros libres G
Mecanizar giros libres H, K y U
Parámetros
P
Profundidad de corte (aproximación máxima)
A
Ángulo inicial - referencia: eje Z; (por defecto: 0°/180°)
W
Ángulo final - referencia: eje Z; (por defecto: 90°/270°)
X
Límite de corte
Z
Límite de corte
I
Depende del ajuste de la softkey:
Sobremedida longitudinal
Sobremedida constante (genera "sobremedida G58 antes del
ciclo)
K
Sobremedida plano
Profundizar (mecanizar los contornos descendientes) ?
Sí
No
E
Avance de profundización reducido en contornos
descendientes
H
Tipo de arranque (tipo de alisamiento del contorno)
H=0: mecaniza tras cada corte a lo largo del contorno
H=1: se eleva a 45º; alisamiento del contorno después del
último corte
H=2: se eleva con un ángulo de 45° – sin alisamiento del
contorno
Q
Tipo de retirada al final del ciclo
Q=0: volver al punto de partida (primero en dirección Z, luego
en X)
Q=1: se posiciona antes del contorno acabado
Q=2: se retira a la distancia de seguridad y se detiene
Mecanizado entalladura. El ajuste se realiza mediante softkey.