Tronzado, Véase “tronzado” en pág. 514) – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 516
514
6.14 Gener
a
ción int
e
ra
ctiv
a del plan de tr
abajo (GIPT)
Tronzado
La GIPT activa para el tronzado el programa experto introducido en
el parámetro de mecanizado 21 - "UP 100098".
TURN PLUS calcula los parámetros hasta donde sea posible y los
introduce como valores propuestos. Verificar o bien completar las
entradas.
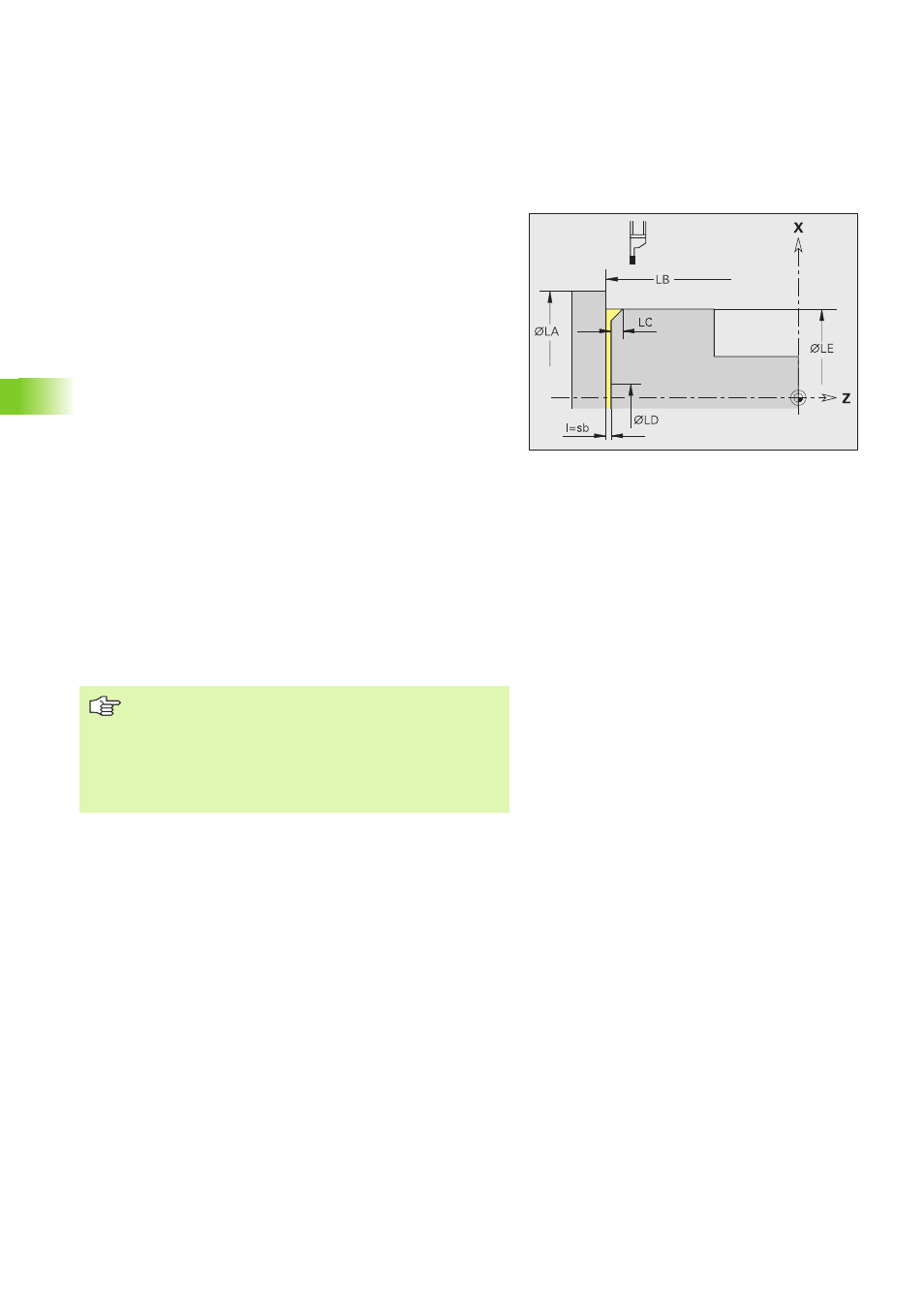
Parámetros
LA
Diámetro de la barra
LB
Punto de arranque en Z. TURN PLUS acepta la posición calcula
en la selección de la zona.
LC
Chaflán/redondeo
< 0: anchura del chaflán
> 0: radio de redondeo
LD
Avance de reducción a partir de la posición X. El "avance de
reducción" se determina en el programa experto.
LE
Diámetro de pieza acabada para determinar la posición del
bisel/redondeo
LF
Diámetro interior. El programa experto se desplaza a través de
esta posición, a fin de garantizar un tronzado seguro:
= 0: en una "pieza completa"
> 0: en una pieza en bruto
LH
Distancia de seguridad para posición de arranque X
I
Anchura del cincel. Normalmente no se evalúa.
Seleccionar el campo de mecanizado: seleccionar el
elemento vertical, en el que se desea tronzar y en el que
debe confeccionarse el chaflán/ redondeo.
El fabricante de la máquina pone a disposición los
programas expertos. Averiguar el significado de los
parámetros y la ejecución del programa del manual de la
máquina.