25 mecanizado en superficie fr ontal/post er ior – HEIDENHAIN CNC Pilot 4290 V7.1 Manual del usuario
Página 258
258
4.25 Mecanizado en superficie fr
ontal/post
er
ior
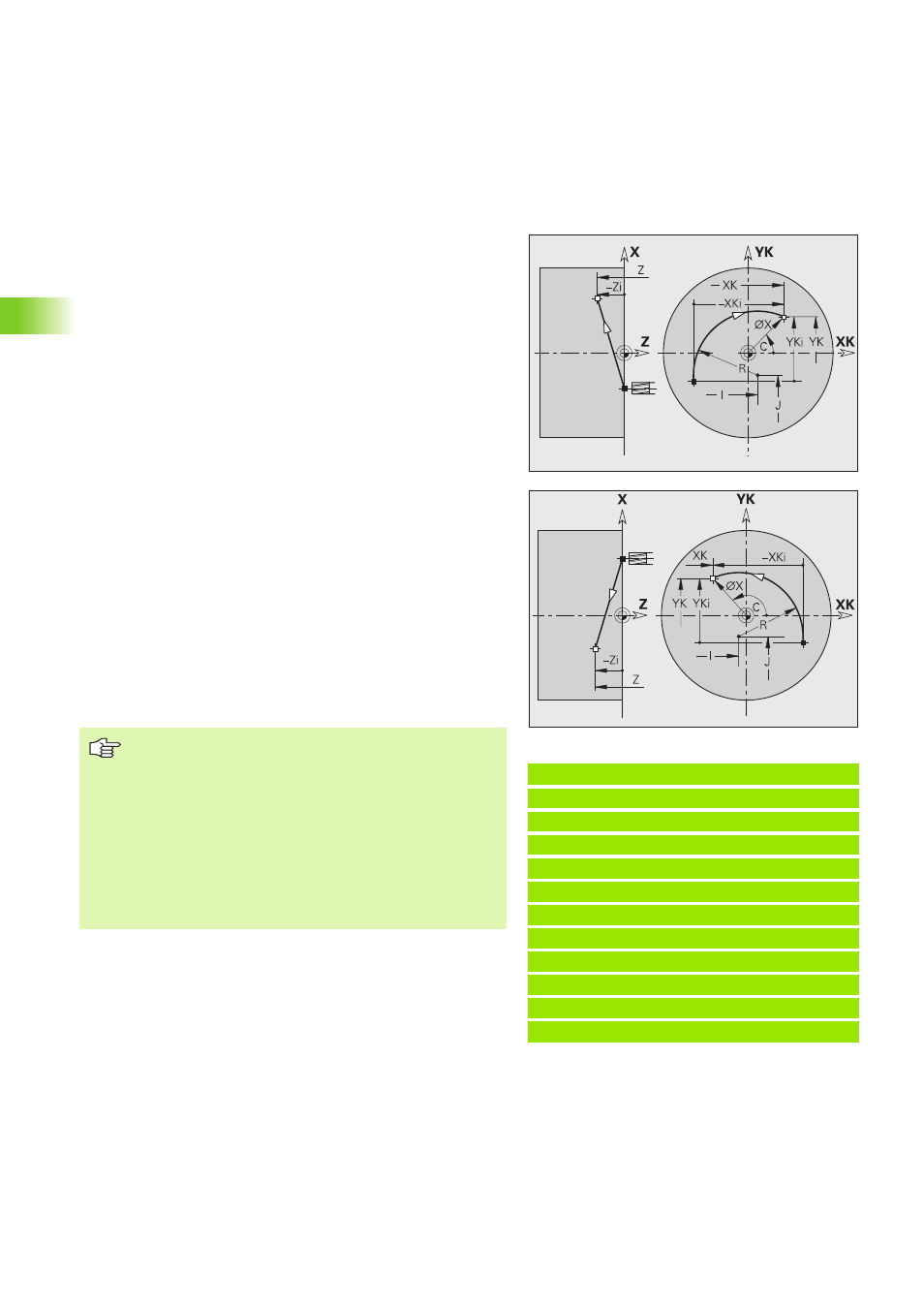
Arco de círculo en superficie frontal/posterior
G102/G103
G102/G103 desplaza la herramienta en una trayectoria circular con el
avance activo hasta el "punto final". El sentido de giro debe consultarse
en la imagen de ayuda.
Programando "H=2 o H=3" se pueden realizar ranuras lineales con
fondo circular. El centro de círculo se define de la siguiente manera
cuando:
H=2: con I y K
H=3: con J y K
Ejemplo: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50
[Arco de círculo]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Parámetros
X
Punto final (cota de diámetro)
C
Ángulo final - dirección angular: véase imagen de ayuda
XK
Punto final (cartesiano)
YK
Punto final (cartesiano)
R
Radio
I
Centro (cartesiano)
K
Centro (cartesiano)
Z
Punto final (por defecto: posición actual de Z)
H
Plano del círculo (plano de mecanizado) - (por defecto: 0)
H=0, 1: Mecanizado en el plano XY (superficie frontal)
H=2: Mecanizado en el plano YZ
H=3: Mecanizado en el plano XZ
K
Centro cuando H=2, 3 (dirección Z)
Programación:
X, C, XK, YK, Z: en cotas absolutas, incrementales o
con automantenimiento (comportamiento modal)
I, J, K: en cotas absolutas o incrementales
Programar bien X-C o bien XK-YK
Programar bien el "centro" o el "radio"
Si se programa "radio": sólo son posibles arcos de
círculo <= 180°
Punto final en el origen de coordenadas: programar
XK=0 y YK=0