Ado (véase "plano de mecanizado (ciclo 19, opción, De software 1)" en pág.499), Mecanizado" (véase "plano de mecanizado (ciclo 19 – HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 499: Opción de software 1)", pág. 499) o con pa, Pág. 499, 9 ciclos par a la tr aslación de coor denadas
HEIDENHAIN iTNC 530
499
8.9 Ciclos par
a
la tr
aslación de coor
denadas
PLANO DE MECANIZADO (ciclo 19, opción de
software 1)
Activación
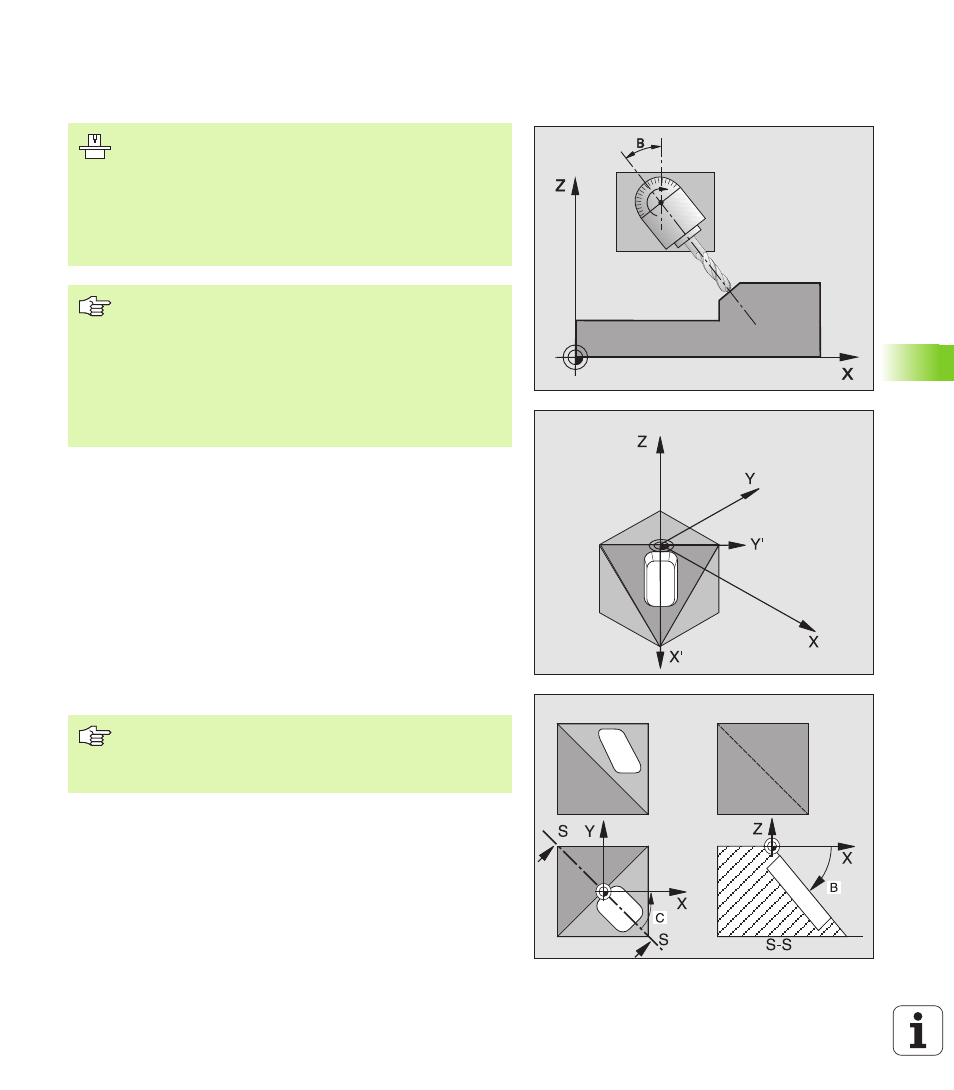
En el ciclo 19 se define la posición del plano de mecanizado -
corresponde a la posición en el eje de la hta. en relación al sistema de
coordenadas fijo de la máquina - mediante la introducción de ángulos
basculantes. La posición del plano de mecanizado se puede
determinar de dos formas:
Programando directamente la posición de los ejes basculantes
Describir la posición del plano de mecanizado mediante un total de
hasta tres giros (ángulo en el espacio) del sistema de coordenadas
fijo de la máquina
. El ángulo en el espacio a programar se obtiene,
realizando un corte perpendicular a través del plano de mecanizado
inclinado y observando el corte desde el eje alrededor del cual se
quiere bascular. Con dos ángulos en el espacio queda claramente
definida cualquier posición de la hta. en el espacio
Cuando se programa la posición del plano de mecanizado mediante un
ángulo en el espacio, el TNC calcula automáticamente las posiciones
angulares necesarias de los ejes basculantes y memoriza dichas
posiciones en los parámetros Q120 (eje A) a Q122 (eje C). Si hay dos
soluciones posibles, el TNC selecciona - partiendo de la posición cero
de los ejes giratorios - el camino más corto.
La secuencia de los giros para el cálculo de la posición del plano está
determinada: El TNC gira primero el eje A, después el eje B y a
continuación el eje C.
El constructor de la máquina ajusta las funciones para la
inclinación del plano de mecanizado al TNC y a la máquina.
En determinados cabezales basculantes (mesas
giratorias), el constructor de la máquina determina si el
TNC interpreta los ángulos programados en el ciclo como
coordenadas de los ejes giratorios o como ángulos en el
espacio de un plano inclinado. Rogamos consulten el
manual de su máquina.
La inclinación del plano de trabajo se realiza siempre
alrededor del punto cero activado.
Si utiliza el ciclo 19 con la función M120 activa, el TNC
anula automáticamente la corrección de radio y, con ello,
también la función M120.
Principios básicos véase "Inclinar plano de mecanizado
(Opción de software 1)", pág. 87: Léase esta sección con
atención.
Debe tenerse en cuenta, que la posición del sistema de
coordenadas inclinado y de esta forma también los
desplazamientos en el sistema inclinado dependen de
como se describa el plano inclinado.