Introducción – HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 207
HEIDENHAIN iTNC 530
207
5.4 Cor
rección tr
idimensional de la her
ramienta (Opción de sof
tw
a
re
2)
5.4 Corrección tridimensional
de la herramienta (Opción de
software 2)
Introducción
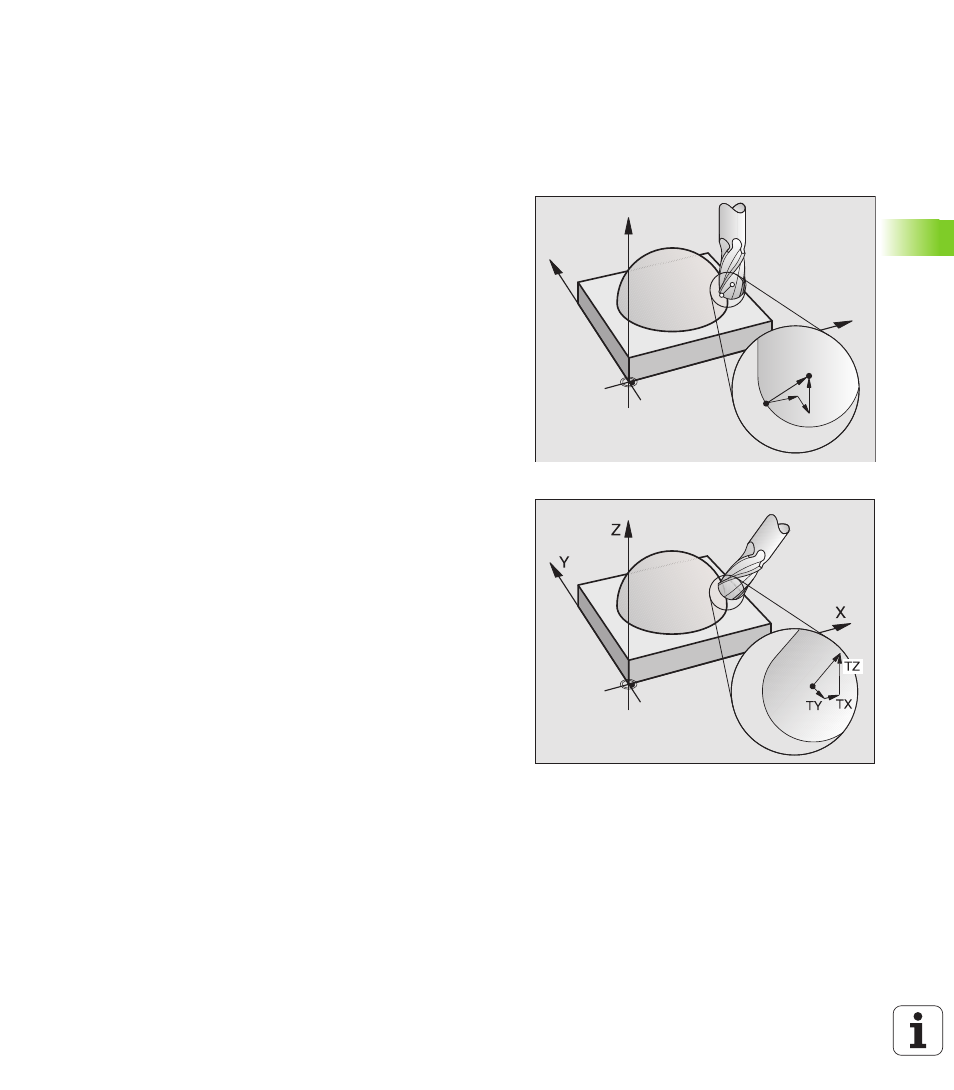
El TNC puede ejecutar una corrección tridimensional (corrección 3D)
de la herramienta en interpolaciones lineales. Además de las
coordenadas X, Y y Z del punto final de la recta, estás frases deben
contener también los componentes NX, NY y NZ del vector normal a
la superficie (véase la figura y la explicación más abajo en está página).
Si además de esto se quiere realizar una orientación de la hta. o una
corrección de radio tridimensional, estás frases deberán contener
adicionalmente un vector normal con los componentes TX, TY y TZ,
que determina la orientación de la hta. (véase la figura).
El punto final de la recta. los componentes de la normal a la superficie
y los componentes de la orientación de la hta. deben calcularse en un
sistema CAD.
Posibilidades de aplicación
Empleo de herramienta con dimensiones que no coinciden con las
calculadas con el sistema CAD (corrección 3D sin definición de la
orientación de la hta.)
Face Milling (fresado frontal): Corrección de la geometría de la fresa
en la dirección de las normales a la superficie (corrección 3D sin y
con definición de la orientación de la hta.). El arranque de viruta se
realiza primero con la parte frontal de la hta.
Peripheral Milling (fresado lateral): Corrección del radio de la fresa
perpendicular a la dirección del movimiento y perpendicular a la
dirección de la hta. (corrección de radio tridimensional con definición
de la orientación de la hta.). El arranque de viruta se realiza primero
con la superficie cilíndrica de la hta.
Z
Y
X
P
T
NZ
P
NX
NY