Corrección del radio de la herramienta, 3 cor rección de la her ramienta – HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 204
204
5 Programación: Herramientas
5.3 Cor
rección de la her
ramienta
Corrección del radio de la herramienta
La frase del programa para el movimiento de la hta. contiene
RL
o RR para una corrección del radio
R+
o R–, para una corrección del radio en un desplazamiento paralelo
al eje
R0
, cuando no se quiere realizar ninguna corrección de radio
La corrección de radio actua en cuanto se llama a una herramienta y
se desplaza en el plano de mecanizado con RL o RR.
En la corrección de radio se tienen en cuenta valores delta tanto de
una frase TOOL CALL como de una tabla de herramientas:
Valor de corrección = R + DR
TOOL CALL
+ DR
TAB
con
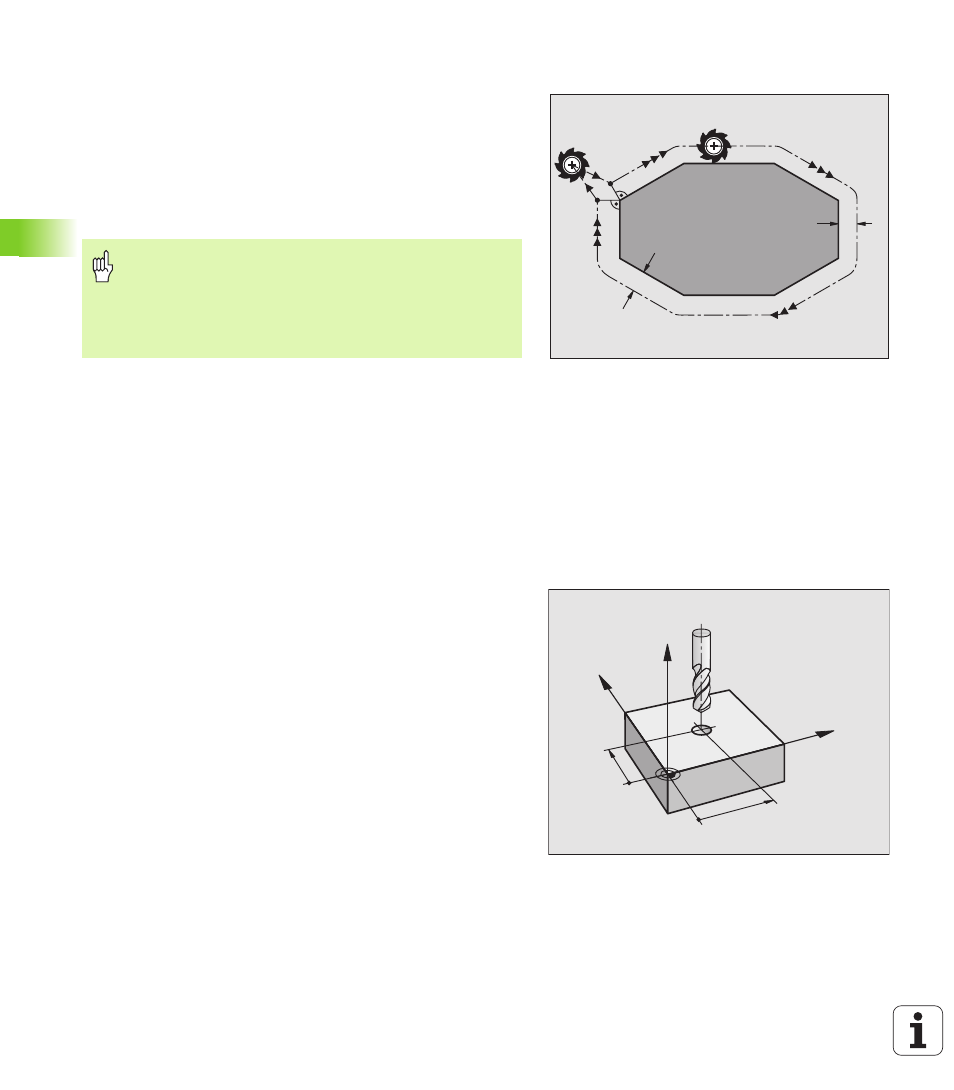
Tipos de trayectoria sin corrección de radio: R0
El punto central de la herramienta se desplaza en el plano de
mecanizado sobre la trayectoria programada, o bien sobre las
coordenadas programadas.
Empleo: Taladros, posicionamientos previos
R
R
R0
RL
El TNC elimina la corrección de radio cuando:
se programa una frase de posicionamiento con R0
se sale del contorno con la función DEP
se programa un PGM CALL
se selecciona un nuevo programa con PGM MGT
R
:
Radio de la herramienta R de la frase TOOL DEF o
de la tabla de herramientas
DR
TOOL CALL
:
Sobremedida DR para el radio de una frase TOOL
CALL
(no se tiene en cuenta en la visualización de
posiciones)
DR
TAB:
Sobremedida DR para el radio de una tabla de htas.
Y
X
Z
X
Y