Planeado (ciclo 230), Pág. 474, 8 ciclos par a el planeado – HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 474
474
8 Programación: Ciclos
8.8 Ciclos par
a
el planeado
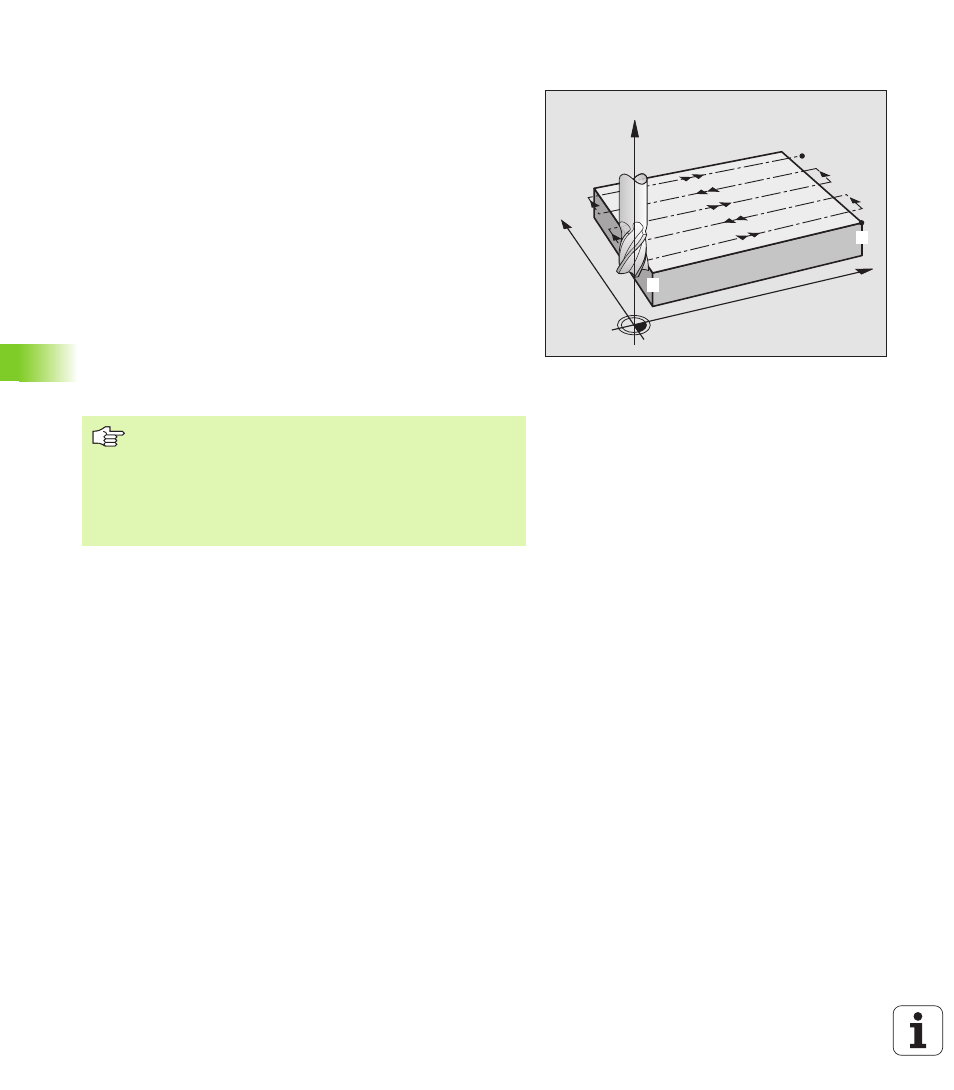
PLANEADO (ciclo 230)
1
El TNC posiciona la hta. en marcha rápida FMAX desde la posición
actual en el plano de mecanizado sobre el punto de partida
1
; para
ello el TNC desplaza la hta. según el radio de la hta. hacia la
izquierda y hacia arriba
2
A continuación la hta. se desplaza en el eje de la misma con FMAX
a la distancia de seguridad y posteriormente con el avance de
profundización sobre la posición inicial programada en el eje de la
herramienta
3
Después la hta. se desplaza con el avance de fresado sobre el
punto final
2
; el TNC calcula el punto final en base al punto inicial
programado, la longitud y el radio de la hta
4
El TNC desplaza la herramienta con avance de fresado transversal
sobre el punto de partida de la siguiente línea; el TNC calcula este
desplazamiento con la anchura y el número de cortes programados
5
Después la herramienta se retira en dirección negativa al 1er eje
6
El planeado se repite hasta mecanizar completamente la superficie
programada
7
Al final el TNC retira la hta. con FMAX a la distancia de seguridad
X
Y
Z
1
2
Antes de la programación deberá tenerse en cuenta
El TNC posiciona la hta. en marcha rápida FMAX desde la
posición actual en el plano de mecanizado sobre el punto
de partida.
Posicionar previamente la herramienta, de forma que no
se produzca ninguna colisión con la pieza o la sujeción.