Ejecucion de datos 3d (ciclo 30), Pág. 473, 8 ciclos par a el planeado – HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 473
HEIDENHAIN iTNC 530
473
8.8 Ciclos par
a
el planeado
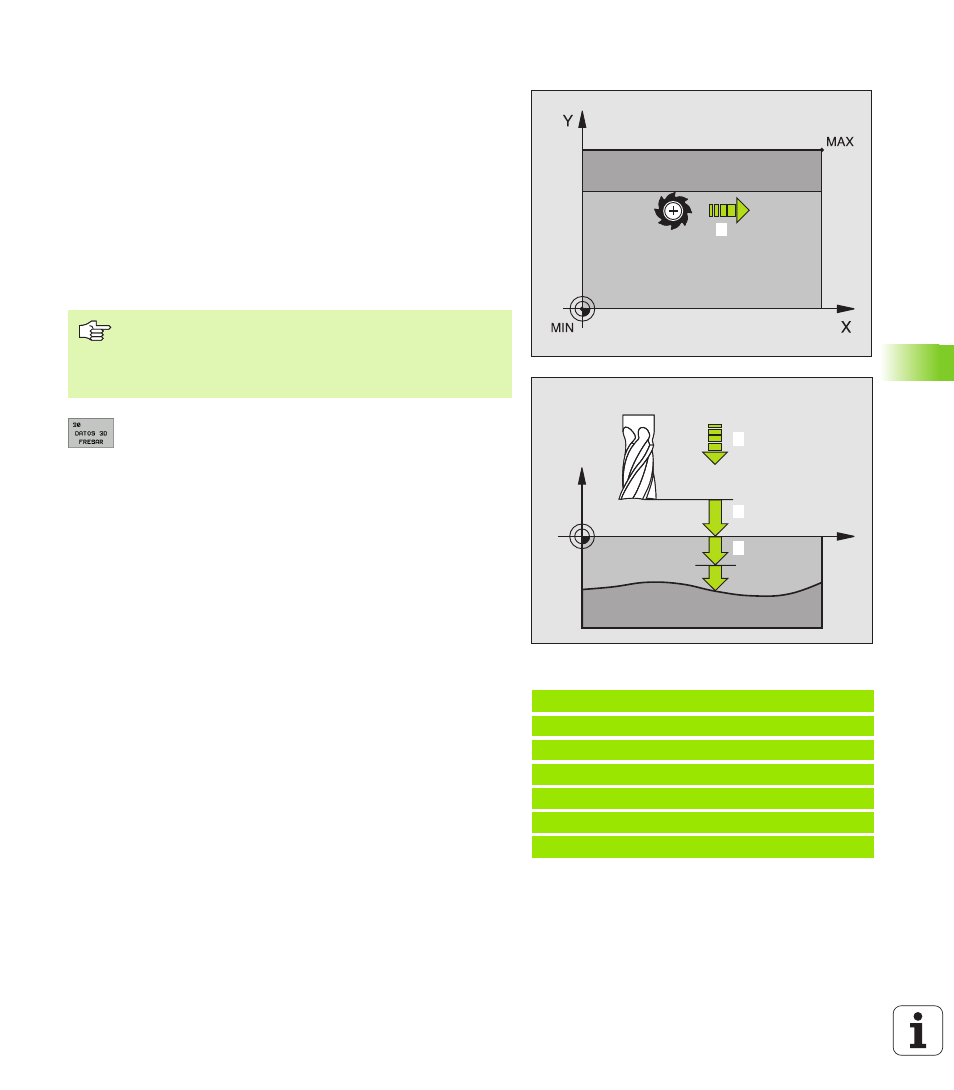
EJECUCION DE DATOS 3D (ciclo 30)
1
El TNC posiciona la hta. en marcha rápida FMAX a la distancia de
seguridad desde la posición actual en el eje de la hta. hasta el
punto MAX programado en el ciclo
2
A continuación el TNC desplaza la hta. en el plano de mecanizado
con FMAX al punto MIN programado en el ciclo
3
Desde allí la hta. se desplaza con avance de profundización al
primer punto del contorno
4
Después se ejecutan todos los puntos memorizados en el
programa indicado con avance de fresado; si es preciso durante la
ejecución el TNC se desplaza a la distancia de seguridad para
sobrepasar las zonas sin mecanizar
5
Al final el TNC retira la hta. con FMAX a la distancia de seguridad
8
Nombre del fichero de datos 3D
: Introducir el
nombre del programa donde están memorizados los
datos del contorno; en el caso de que el fichero no se
encuentre en el directorio actual, introducir el camino
de búsqueda completo
8
Punto MIN del campo
: Punto mínimo (coordenada X, Y
y Z) del campo en el que se quiere fresar
8
Punto MAX del campo
: Punto máximo (coordenada X,
Y y Z) del campo en el que se quiere fresar
8
Distancia de seguridad
1
(valor incremental):
Distancia entre el extremo de la hta. y la superficie de
la pieza en movimientos en marcha rápida
8
Profundidad de paso
2
(valor incremental): Medida,
según la cual la hta. penetra cada vez en la pieza
8
Avance al profundizar
3
: Velocidad de
desplazamiento de la hta. en la profundización en
mm/min
8
Avance en el fresado
4
: Velocidad de desplazamiento
de la hta. en el fresado en mm/min
8
Función auxiliar M
: Introducción opcional de una
función auxiliar, p.ej. M13
Ejemplo: Frases NC
64 CYCL DEF 30.0 TRABAJAR CON DATOS 3D
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z-20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30,4 DIST. 2
69 CYCL DEF 30.5 PASO +5 F100
70 CYCL DEF 30.6 F350 M8
4
X
Z
1
2
3
Antes de la programación deberá tenerse en cuenta
Con el ciclo 30 se pueden ejecutar programas en lenguaje
conversacional generados externamente en varias
aproximaciones.