Véase "trayectoria circular c, Alrededor del centro del círculo cc" en pág.241), Pág. 241 – HEIDENHAIN iTNC 530 (340 49x-03) Manual del usuario
Página 241
HEIDENHAIN iTNC 530
241
6.4 Mo
vimient
o
s de tr
a
y
ect
o
ri
a - Coor
denadas car
tesianas
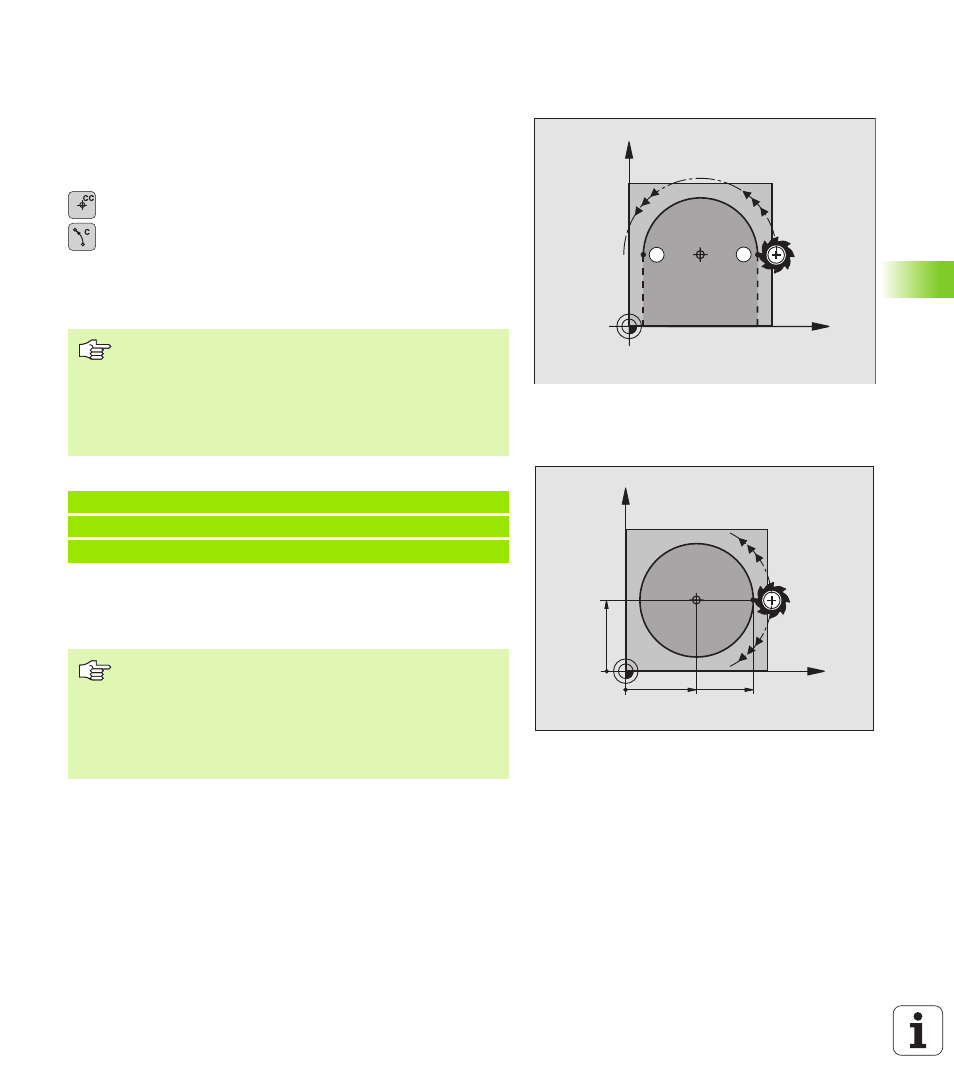
Trayectoria circular C alrededor del centro del
círculo CC
Antes de programar la trayectoria circular C hay que determinar el
centro del círculo CC. La última posición de la herramienta programada
antes de la frase C, es el punto de partida de la trayectoria circular.
8
Desplazar la hta. sobre el pto. de partida de la trayectoria circular
8
Coordenadas
del punto central del círculo
8
Coordenadas
del punto final del arco de círculo
8
Sentido de giro DR, en caso necesario:
8
Avance F
8
Función auxiliar M
Ejemplo de frases NC
Círculo completo
Para el punto final se programan las mismas coordenadas que para el
punto de partida.
S
E
X
Y
CC
X
Y
25
45
25
CC
DR+
DR–
Normalmente el TNC recorre movimientos circulares en
el plano de mecanizado activo. Si se programan círculos
que no están activos en el plano de mecanizado activo,
p. ej. C Z... X... DR+ en el eje de la herramienta Z y,
simultáneamente, se rota el movimiento, entonces el
TNC recorre un círculo espacial, es decir, un círculo en
3 ejes.
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
El punto de partida y el punto final deben estar en la
misma trayectoria circular.
Tolerancia de introducción: hasta 0,016 mm
(se selecciona mediante MP7431).
Círculo más pequeño que puede realizar el TNC:
0,0016 µm.