Superficie de referencia (ciclo de palpación 0), 3 medición aut o mática de piezas – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 86
74
3 Ciclos de palpación para la verificación automática de htas.
3.3 Medición aut
o
mática de piezas
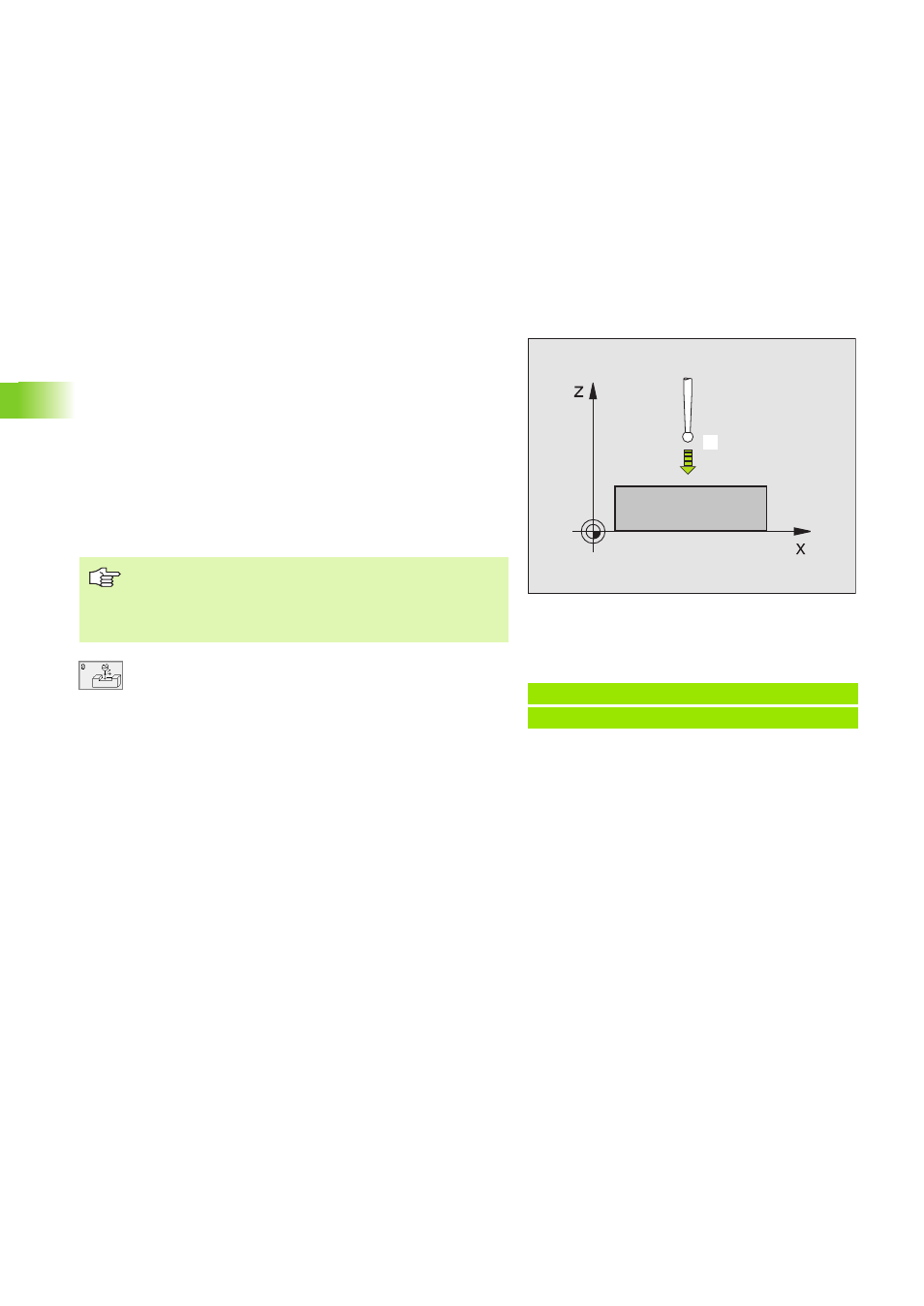
SUPERFICIE DE REFERENCIA (ciclo de palpación 0)
1
El palpador se desplaza en un movimiento 3D con avance rápido
(valor de MP6150 ó MP6361) a la posición previa programada en el
ciclo
1
2
A continuación el palpador realiza el proceso de palpación con el
avance de palpación (MP6120 ó MP6360). La dirección de palpa-
ción está determinada en el ciclo
3
Una vez que el TNC ha registrado la posición, el palpador retrocede
al punto de partida del proceso de palpación y memoriza las coor-
denadas medidas en un parámetro Q. Además el TNC memoriza
las coordenadas de la posición en las que se encontraba el palpa-
dor en el momento de producirse la señal, en los parámetros Q115
a Q119. Para los valores de estos parámetros se tienen en cuenta
la longitud y el radio del vástago
8
¿Nº de parámetro para el resultado
: Introducir el nº
del parámetro Q al que se le asigna el valor de la coor-
denada
8
Eje/dirección de palpación
: introducir el eje de pal-
pación con las teclas para la selección de ejes o medi-
ante el teclado ASCII e indicar el signo para la direc-
ción de palpación. Confirmar con la tecla ENT
8
Valor nominal de la posición
: introducir todas las
coordenadas para el posicionamiento previo del pal-
pador mediante las teclas para la selección de ejes o
a través del teclado ASCII
8
Finalizar la introducción: pulsar la tecla ENT
1
Antes de la programación debe tenerse en cuenta
Posicionar previamente el palpador de forma que se evite
una colisión en la aproximación a la posición previa pro-
gramada.
Ejemplo:Frases NC
67 TCH PROBE 0.0 SUPERF. REF. Q5 X-
68 TCH PROBE 0.1 X+5 Y+0 Z-5