HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 44
32
3 Ciclos de palpación para la verificación automática de htas.
3.1 Medición aut
o
mática de la po
sición inclinada de la pieza
8
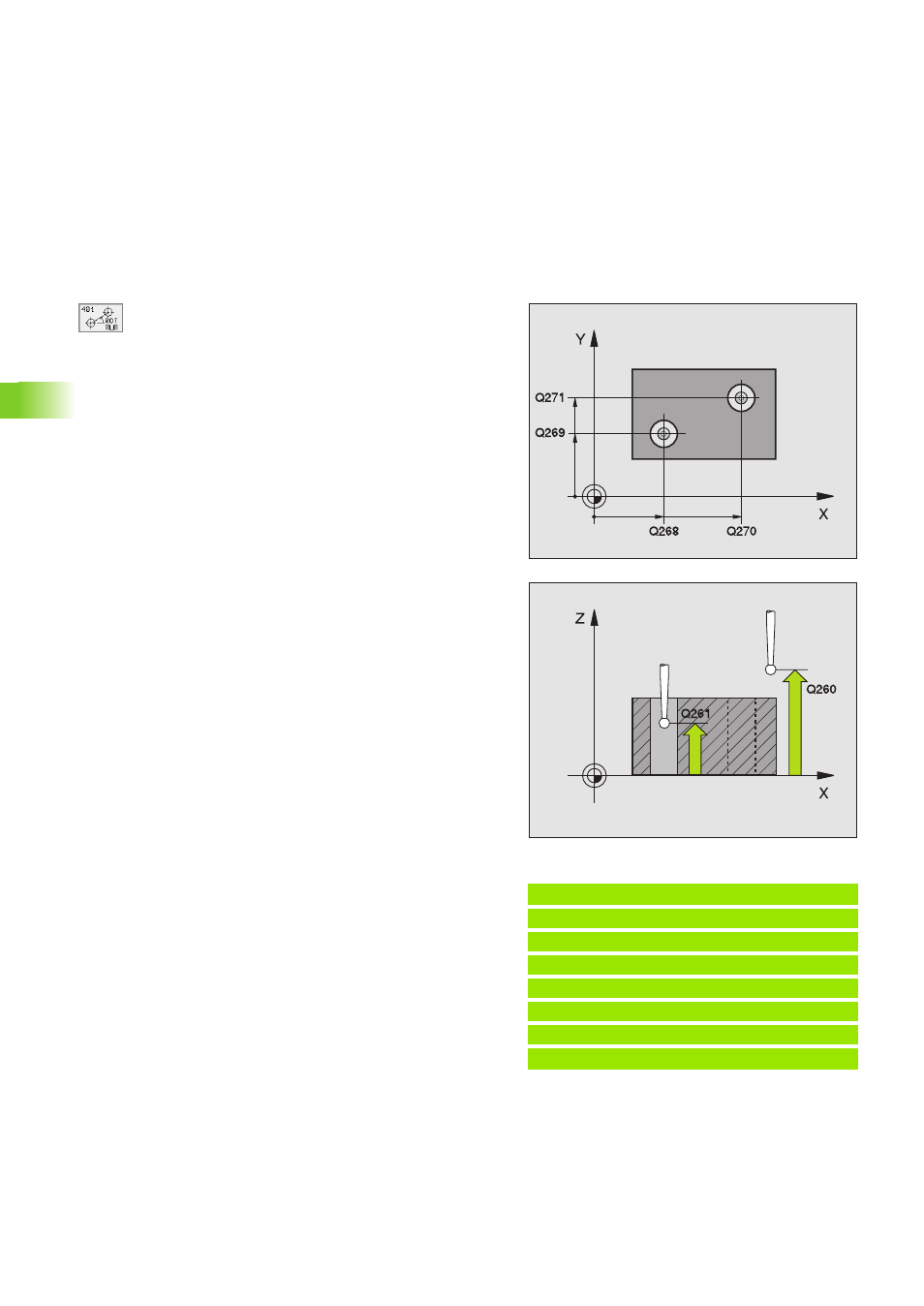
1ª taladro: centro 1er eje
Q268 (valor absoluto):
punto central del primer taladro en el eje principal del
plano de mecanizado
8
1er taladro: centro 2º eje
Q269 (valor absoluto):
punto central del primer taladro en el eje transversal
del plano de mecanizado
8
2º taladro: centro 1er eje
Q270 (valor absoluto):
punto central del segundo taladro en el eje principal
del plano de mecanizado
8
2º taladro: centro 2º eje
Q271 (valor absoluto):
punto central del segundo taladro en el eje transversal
del plano de mecanizado
8
Altura de la medición en el eje de palpación
Q261
(valor absoluto): coordenada del centro de la bola
(=punto de contacto) en el eje de palpación, desde la
cual se realiza la medición
8
Altura de seguridad
Q260 (valor absoluto): coorde-
nada en el eje de palpación sobre la cual no se pro-
duce ninguna colisión entre el palpador y la pieza
(medio de sujeción)
8
Preajuste del giro básico
Q307 (valor absoluto):
cuando la inclinación que se va a medir no se refiere
al eje principal, sino a una recta cualquiera, se intro-
duce el ángulo de la recta de referencia. Entonces el
TNC calcula para el giro básico la diferencia entre el
valor medido y el ángulo de las rectas de referencia.
Ejemplo:Frases NC
5 TCH PROBE 401 ROT 2 TALADROS
Q268=-37 ;LONGITUD CENTRO 1ER EJE
Q269=+12 ;LONGITUD CENTRO 2º EJE
Q270=+75 ;LONGITUD CENTRO 1ER EJE
Q271=+20 ;LONGITUD CENTRO 2º EJE
Q261=-5 ;ALTURA DE LA MEDICION
Q260=+20 ;ALTURA DE SEGURIDAD
Q307=+0 ;VALOR PREF. GIRO BASICO