Resumen – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Manual del usuario
Página 40
28
3 Ciclos de palpación para la verificación automática de htas.
3.1 Medición aut
o
mática de la po
sición inclinada de la pieza
3.1 Medición automática de la
posición inclinada de la pieza
Resumen
El TNC dispone de cinco ciclos con los cuales registrar y compensar
una posición inclinada de la pieza. Además con el ciclo 404 se puede
cancelar un giro básico:
Rasgos comúnes de los ciclos de palpación para
registrar la inclinación de la pieza
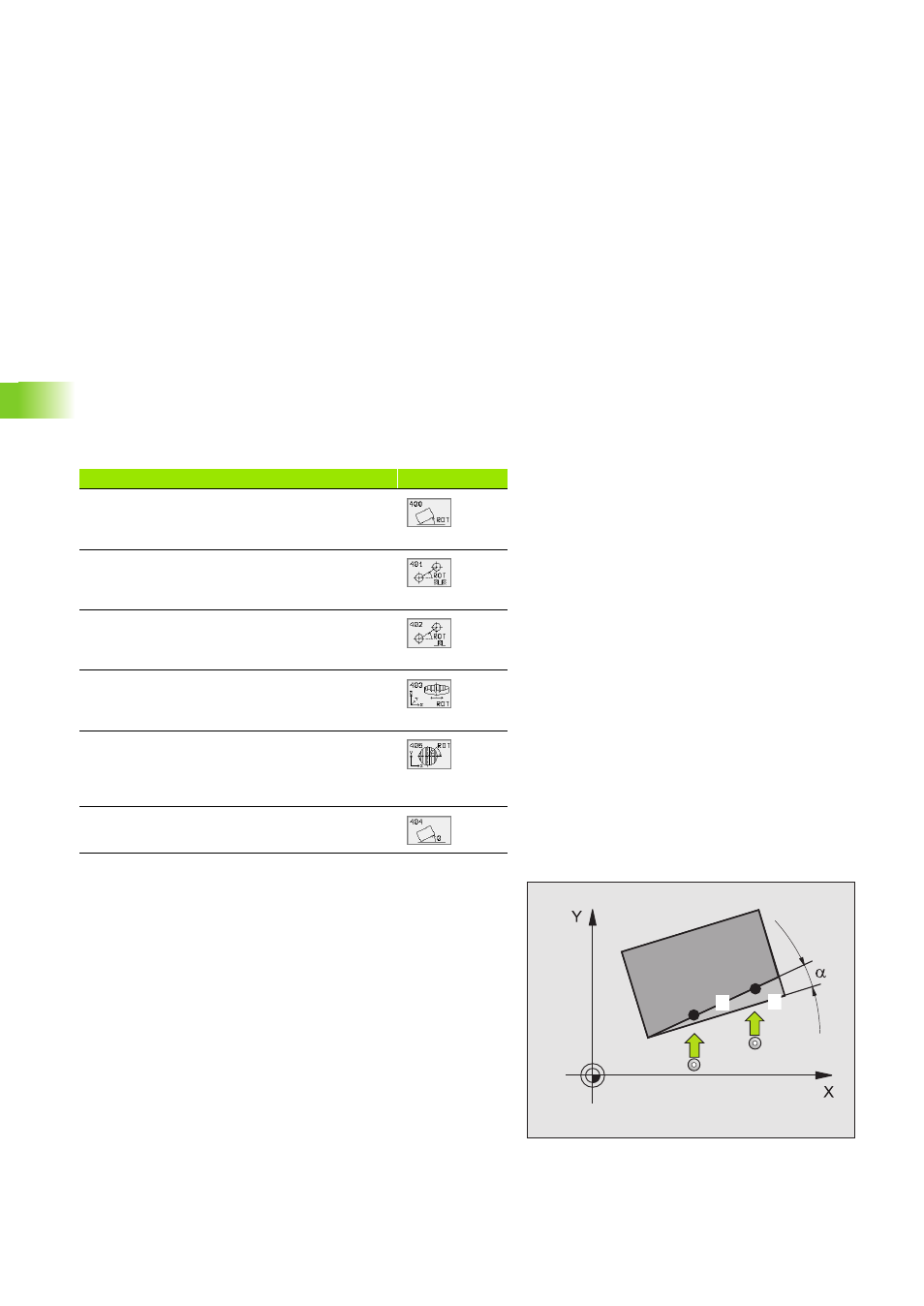
En los ciclos 400, 401 y 402 se puede determinar mediante el paráme-
tro Q307 ajuste previo de un giro básico, si el resultado de la medi-
ción debe corregirse según un ángulo conocido (véase la figura de la
derecha). De esta forma se puede medir el giro básico en cualquier
recta
1
de la pieza y realizar la referencia a la dirección 0°
2
propia-
mente dicha.
Ciclo
Softkey
400 GIRO BASICO Registro automático medi-
ante dos puntos, compensación mediante la
función del giro básico
401 ROT 2 TALADROS Registro automático
mediante dos taladros, compensación mediante
la función del giro básico
402 ROT 2 ISLAS Registro automático mediante
dos islas, compensación mediante la función del
giro básico
403 ROT MEDIANTE EJE GIRATORIO Registro
automático mediante dos puntos, compensación
mediante la función del giro básico
405 ROT MEDIANTE EJE C Ajuste automático de
una desviación angular entre el centro del taladro
y el eje Y positivo, compensación mediante giro
de la mesa giratoria
404 FIJAR GIRO BASICO Fijar cualquier giro
básico
1
2